自定义工程动作系统,电子,龙头,综合自动化系统,激光扫描头,激光系统,医疗设备制造,运动控制平台,精密制造,半导体,阶段和执行器,白皮书新万博英超h
白皮书
高级运动控制优化激新万博英超h光微钻孔
威廉耶
Aerotech台湾分公司经理
在微孔加工设备中,制造微孔(直径≤150µm的盲孔或埋孔)最常用的方法是机械钻孔和激光钻孔。机械钻孔主要用于大孔径的pcb或集成电路衬底。激光打孔主要用于硅晶圆、陶瓷基板、蓝宝石基板等孔径较细的材料。虽然机械打孔和激光打孔的许多要求是相同的,但本文将重点讨论先进的运动控制技术如何在激光打孔工艺设备的成功中发挥关键作用。新万博英超h我们不仅需要“调整”轴以获得尽可能高的加工能力和产量,而且最重要的是,我们需要最大的稳定性,以便在没有共振或振动的情况下操作,以确保最大的孔径一致性。

激光微钻孔应用包括三种常见要求:(1)确保XY伺服阶段“调谐”以快速,稳定,准确;(2)确保光圈的圆度符合客户要求;(3)因为孔径通常大,以确保最高的程序执行效率。
优化伺服阶段
零件尺寸、质量和动态性能要求都将影响XY伺服平台系统整定的难度。对于像硅晶圆或陶瓷基板这样的小部件,如果移动和确定的时间要求不是非常严格,调整过程可以相当容易地完成。然而,大型基片从伺服阶段要求非常高的动态性能是常见的,这将是许多机器制造商调整伺服增益以满足工艺要求的瓶颈。
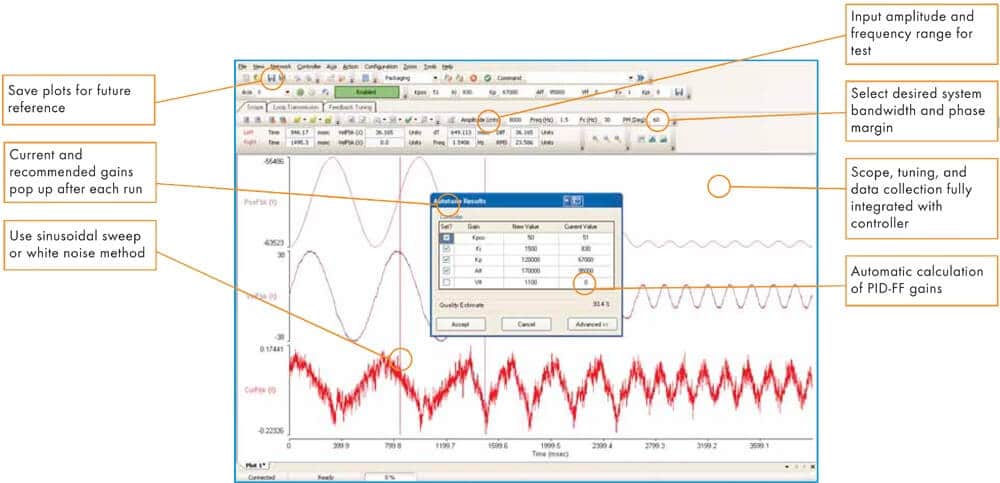
通常,运动系统控制将提供自动监位例程(图2),或者主要在时域中完成的“步进响应”调谐技术。这种类型的调谐过程可以在更容易的应用中有效。然而,由于时域调谐技术不能估计谐振,极源映射或设置滤波器,因此用户必须多次减少伺服增益以避免系统振荡。不幸的是,许多次降低收益也意味着降低的产量和过程产量。
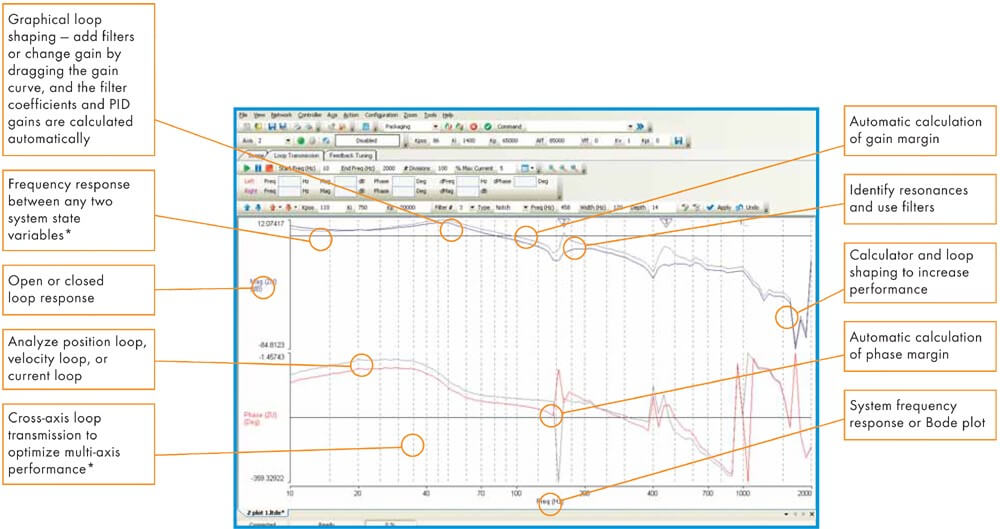
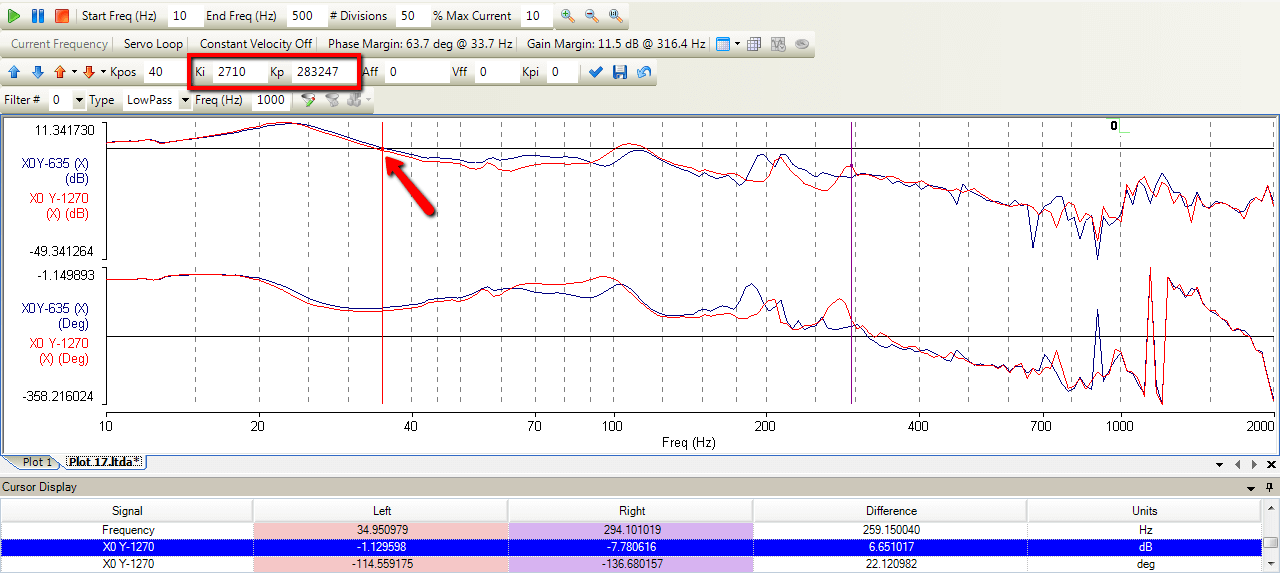
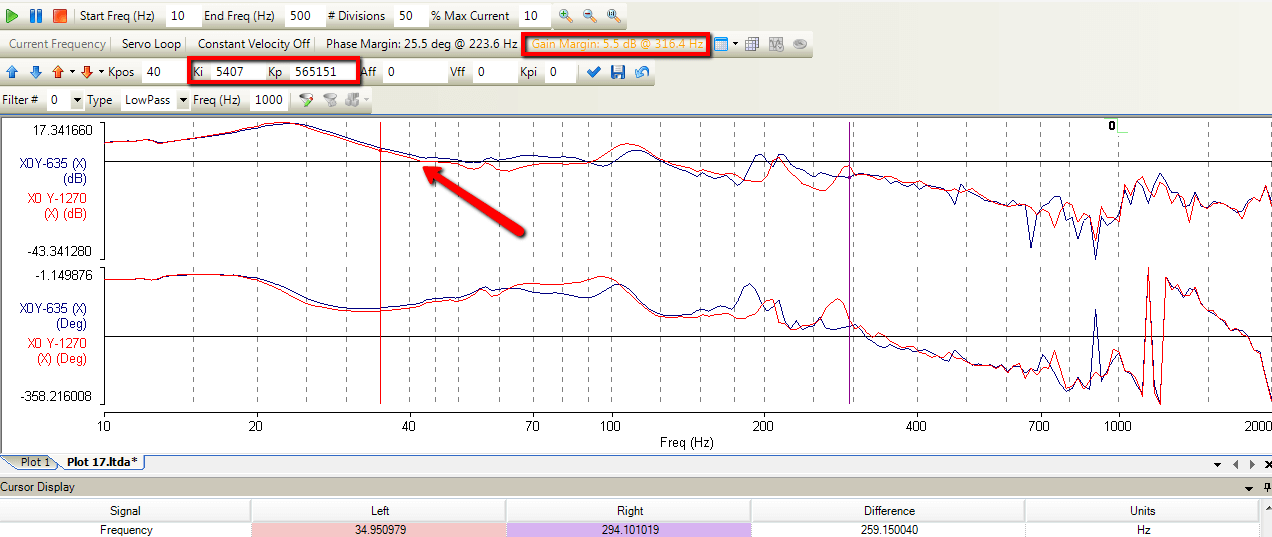
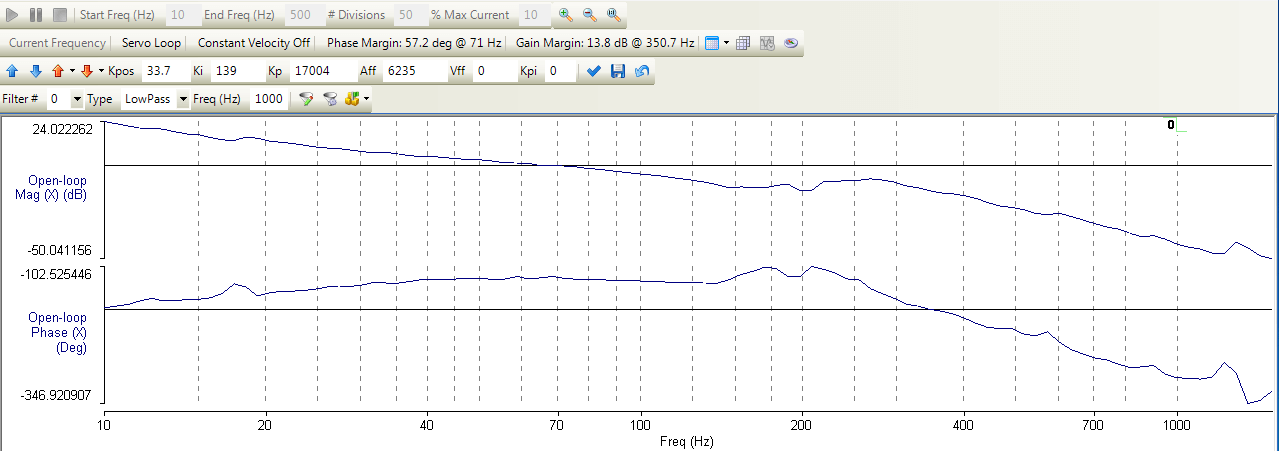
使用频域技术(频率响应分析)是一种更高级的调优方法,将产生更好的吞吐量。频率响应分析技术向电机注入一个从低频到高频的正弦信号,并捕获每一频率的相位和增益。然后评估相位裕度和增益裕度,以便对伺服增益进行调整。高性能运动控制器,比如Aerote新万博英超hch自动化3200.,可以很容易地塑造回路和调整波德绘图,容易设置伺服滤波器,并最终增加收益,以最大的吞吐量(图3)。
改善圆形
许多激光微钻应用要求尽可能好的圆度。在机械钻削应用中,由于工具将“冲孔”基底,圆度对运动控制系统的依赖较少。新万博英超h但在激光打孔应用中,微孔径主要是“路由”的,圆度更多地依赖于激光光斑的尺寸偏差,因此,运动系统的跟随误差。
首先,用户需要一个图形界面,以便能够基于不同的工艺参数在PC上显示反馈信号(从电池扫描仪从Galvo扫描仪中的编码器),以优化吞吐量和质量。公共过程参数是:孔径的加速度,速度和半径。当运动系统是路由光圈时,可以计算加速度:
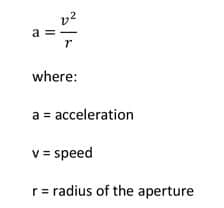
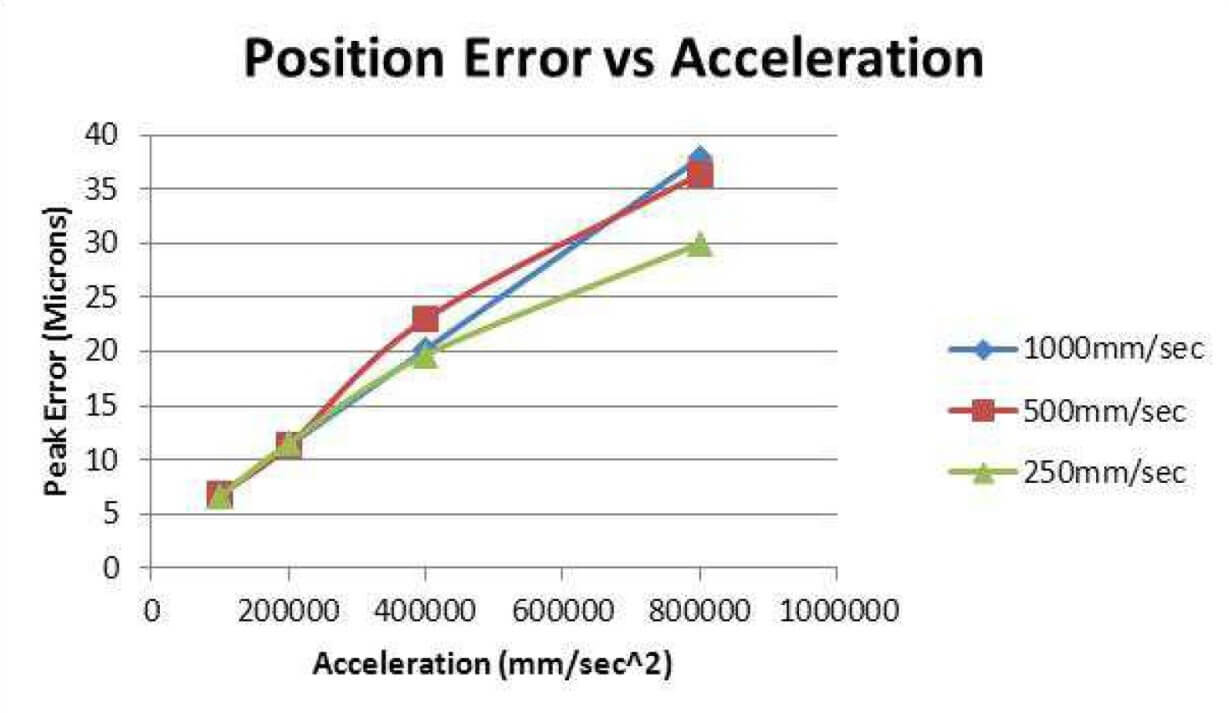
因此,孔径或更高的过程速度越小,将产生更高的加速度。然而,运动系统的较高加速度将导致更高的误差,这意味着孔的圆度将减小。如果用户需要通过减少加速来提高光圈的质量,则吞吐量将受到影响。
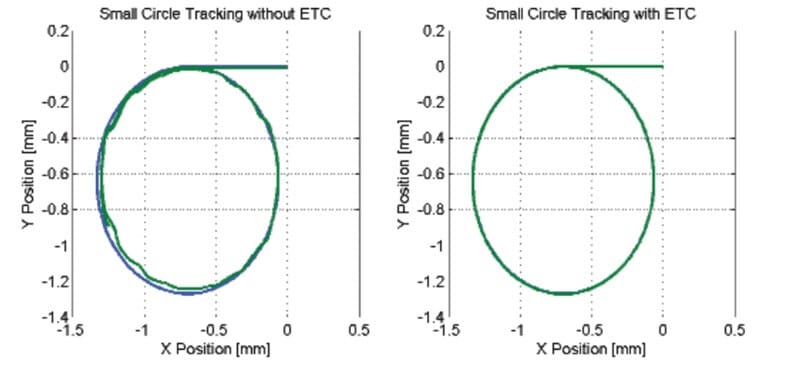
为了在不显著影响输送量的情况下提高圆度,Aerotech A3200提供了两个特性:(1)限制加速度和(2)增强的跟踪控制。像Aerotech新万博英超h A3200这样的高级运动控制器可以限制协调的圆形加速度(加速度限制),同时仍然最大限度地提高线性加速度。这将增加圆度,而不会明显影响吞吐量。增强跟踪控制(ETC)功能实际上减少了跟踪误差的圆。例如,Aerotech的ETC使用了先进的算法,可以增加低频增益,但不改变较高的频率增益。这大大改善了反向跟踪误差,其中固有的包括高摩擦,从而提高孔径的圆度。
程序执行效率
先进的运动控制器有新万博英超h许多特殊的功能,允许以尽可能高的效率处理大量的孔径坐标。例如,Aerotech的“向前看”功能可以确定未来光圈的轨迹。Queue模式允许以First-In, First-Out方式处理数据,因此,嵌入式内存大小并不限制实际可以处理多少点。虽然这些特性的性能好处不像前面讨论的那样明显,但这些仍然是激光微钻加工机整体成功的关键因素。
例子
下面的例子演示了优化激光微钻系统的过程。
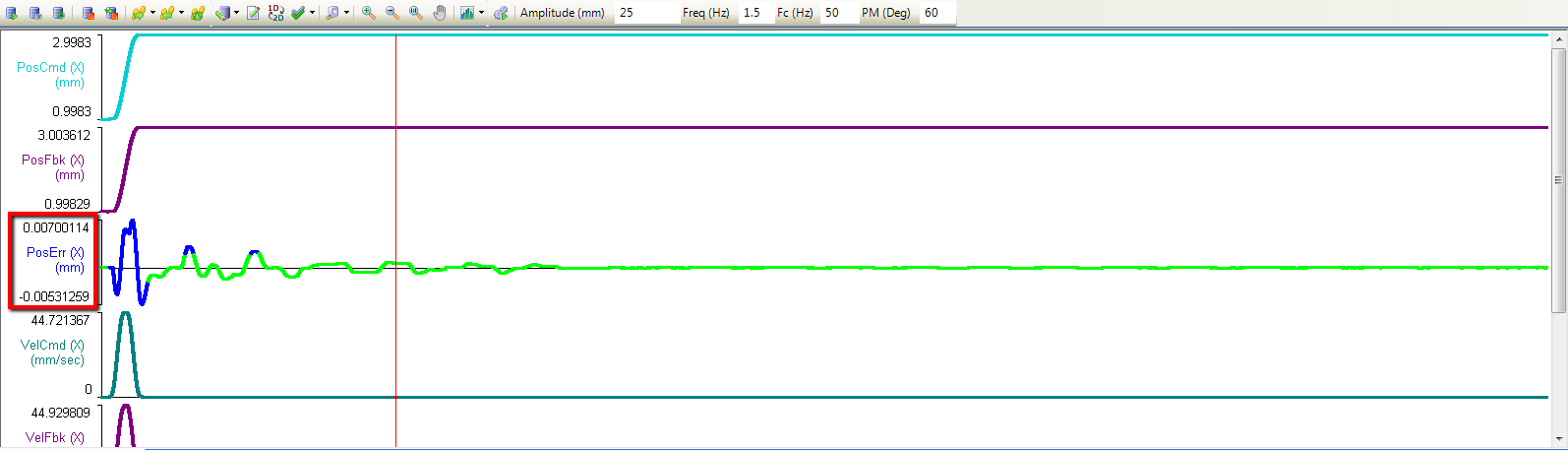
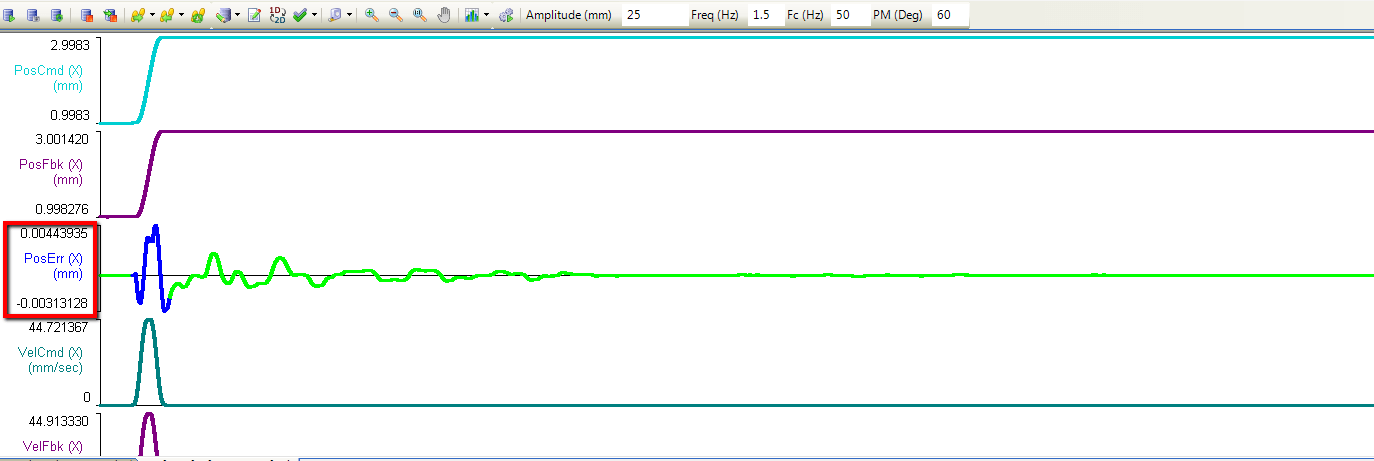
当用户发现过程产量低并且圆度从机器中没有理想时,他们用Aerotech的2D绘图功能分析了系统,以确定圆度问题是否来自以下错误。然后,用户增加伺服增益以减少以下错误。在这个过程中,过量的增益使系统不稳定。需要一种工具来删除振荡并增加伺服增益,使峰值之后的峰值大大降低。
运动参数
中风:2毫米
速度:44 mm / s
加速:2000 mm / s ^ 2
线性轴承的摩擦降低了低频响应。为了增加低频响应,我们使用增强跟踪控制(ETC)函数来增加低频增益,使系统表现得更接近理想的摩擦系统。
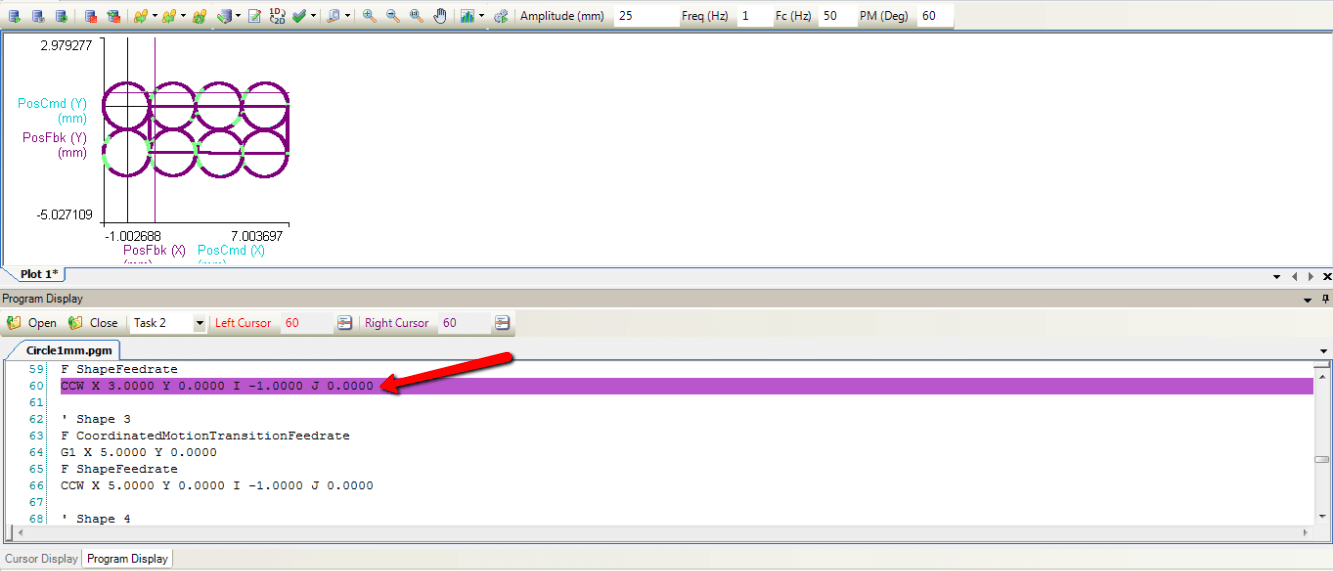
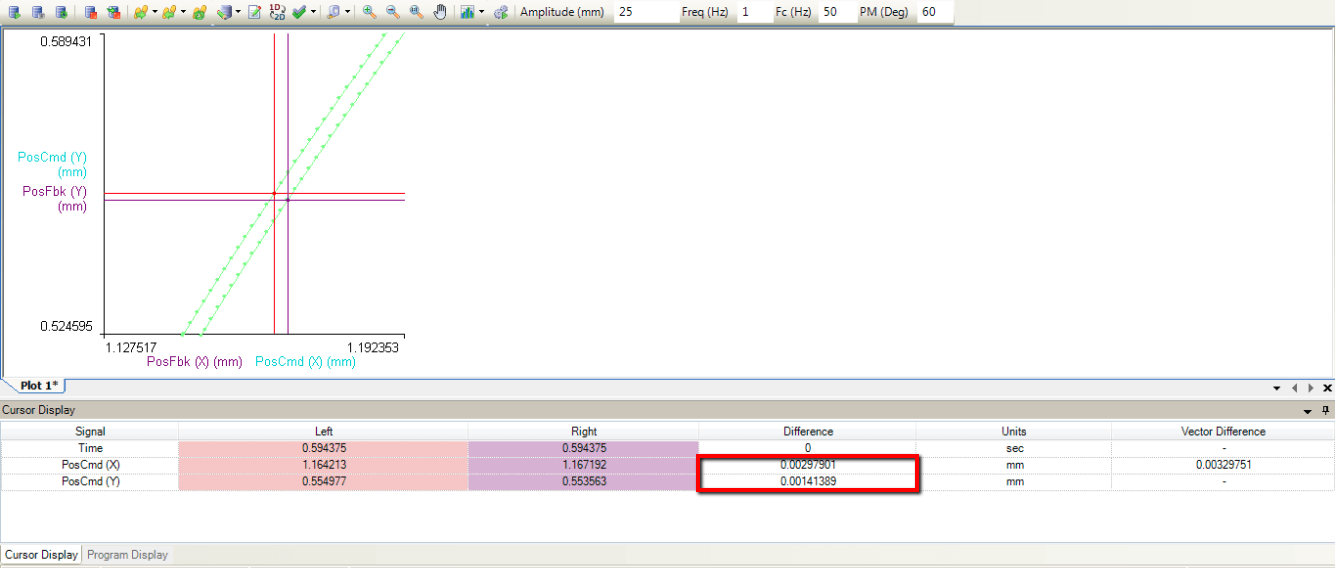
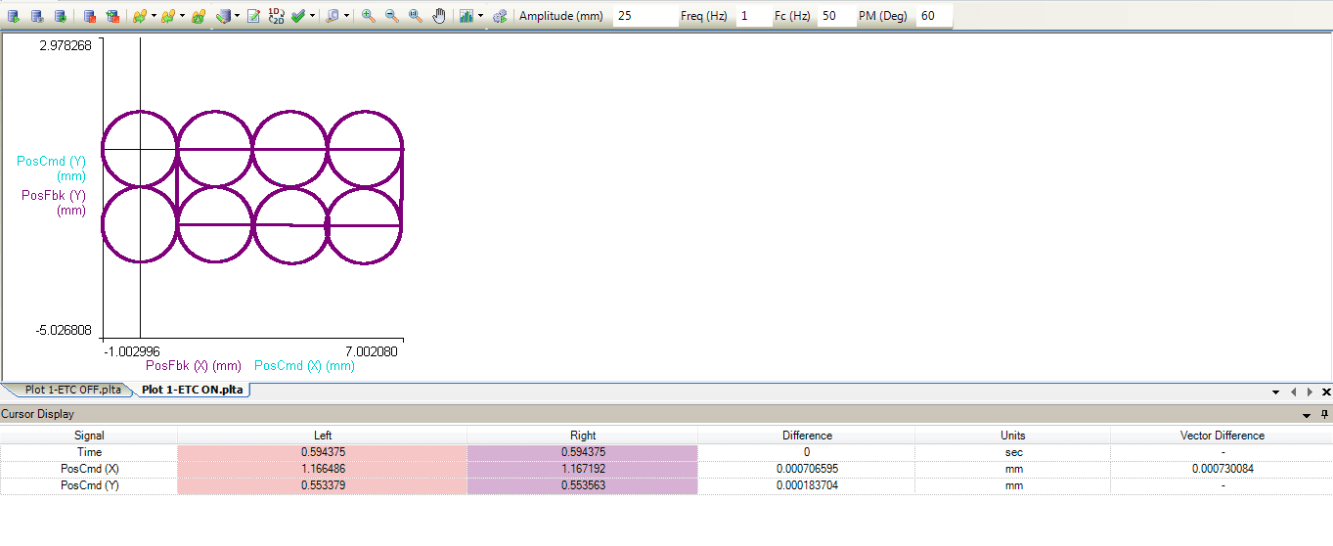
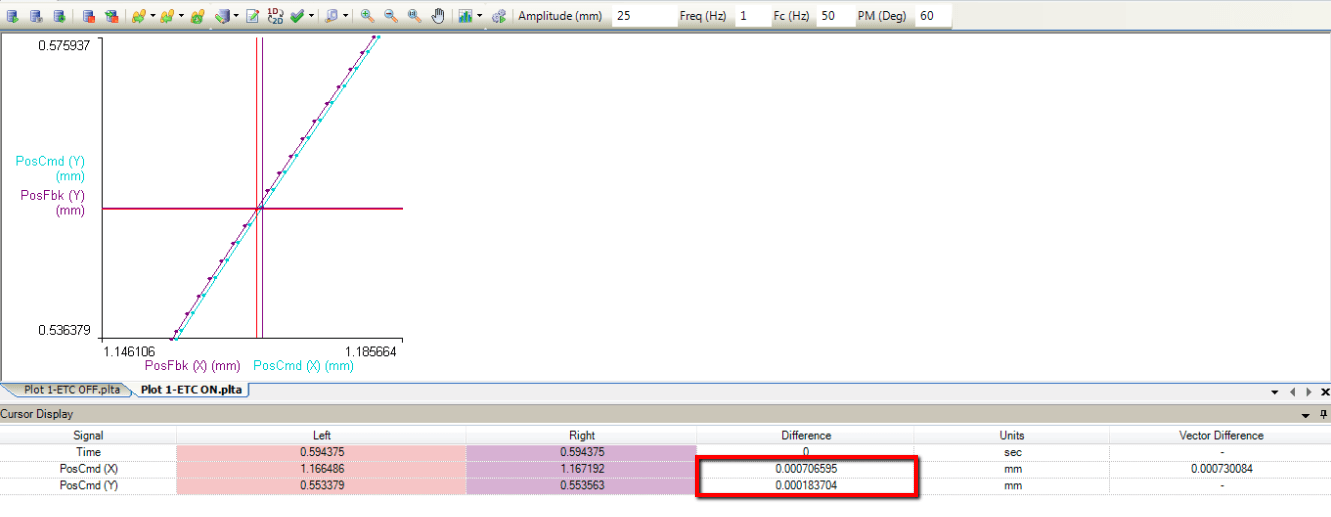
图12和图13为Digital Scope 2D图。比较G-code,我们发现以下误差在第60行最大,X方向有2.9µm的误差,Y方向有1.4µm的误差。激活“Enable Position Error Formatting”将设置以下大于2个µm的错误显示在“Green Sections”中。
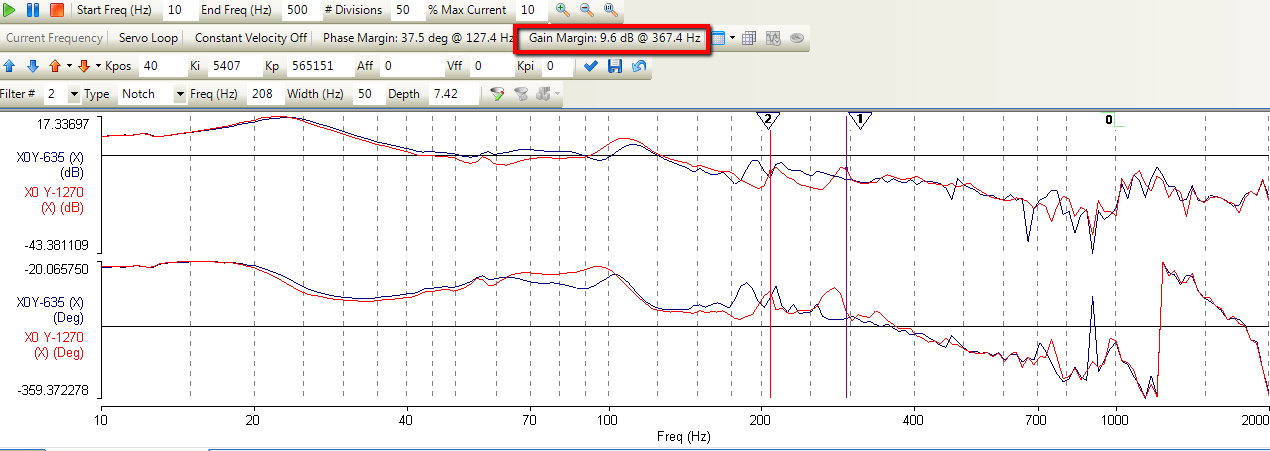
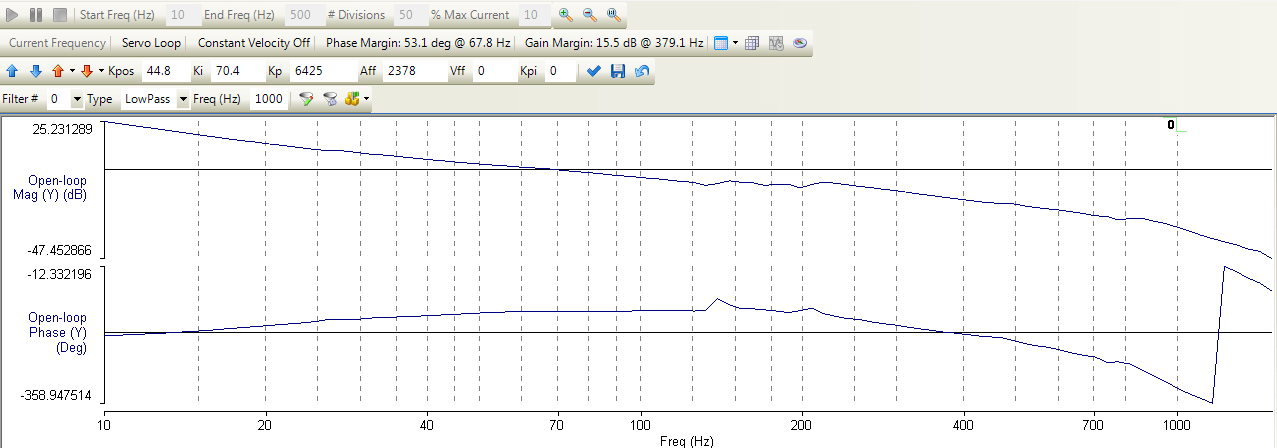
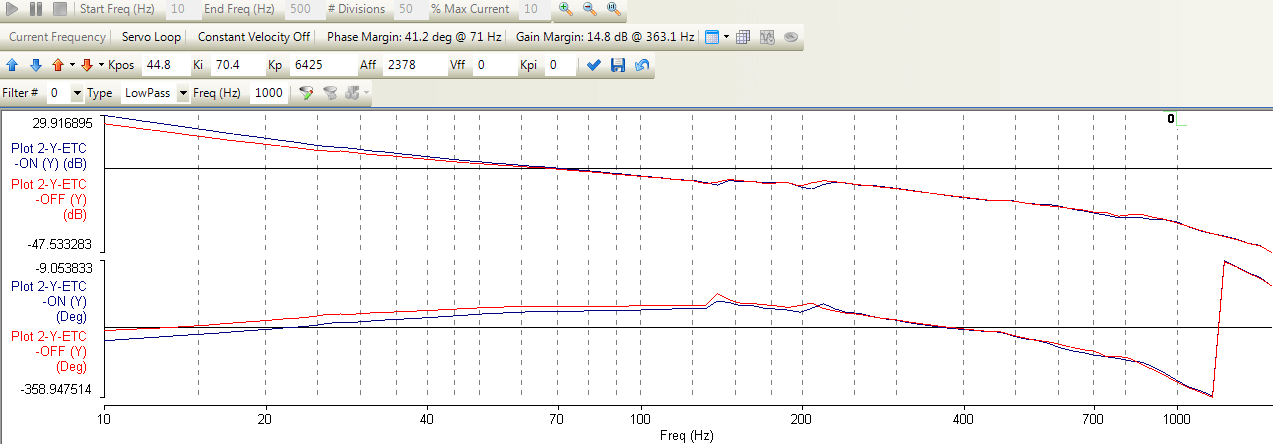
使用环路传输测量XY频率响应图。我们发现,当X轴和Y轴处于低频时,摩擦增大。
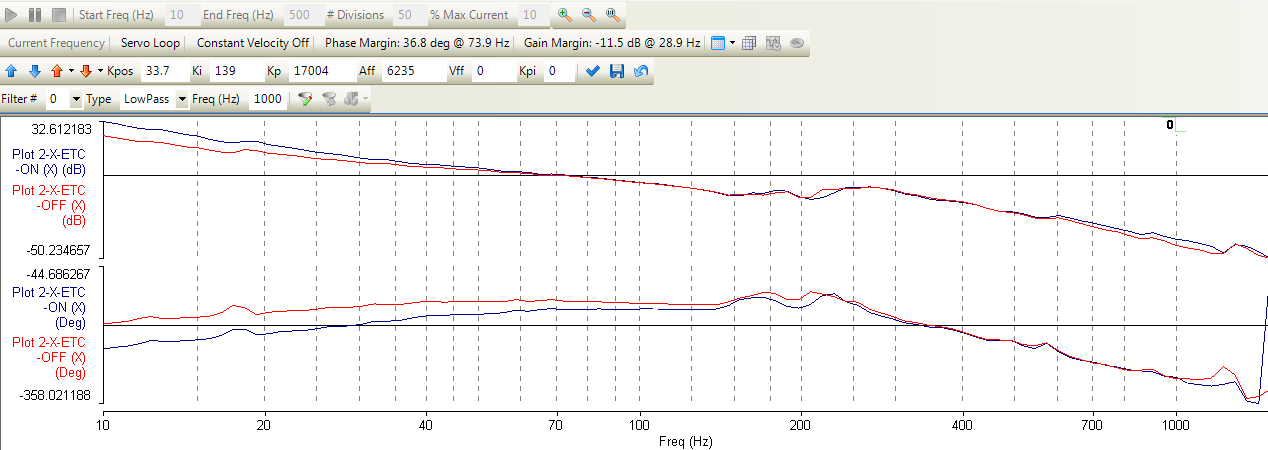
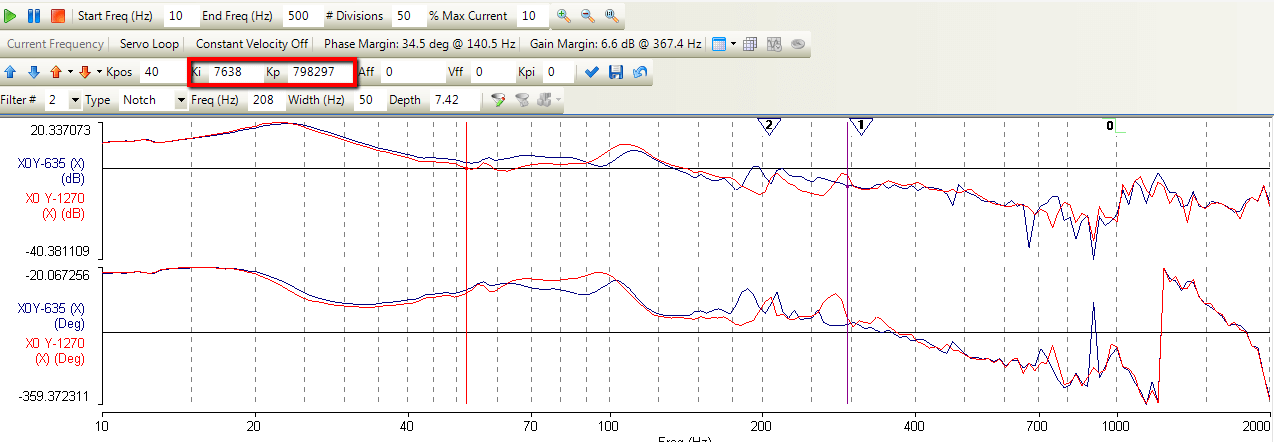
当我们激活ETC功能并调整系统时,系统的动态行为变得更接近理想的摩擦系统。红色曲线没有等等,蓝色曲线具有等等。在低频区中,减小系统阻尼,增加了低频收益。
结论
先进的运动控制技术新万博英超h可以显著提高高性能激光微钻的吞吐量和质量。从使用频率响应调谐技术的基本伺服调谐,滤波谐振,增加伺服增益以提高吞吐量,到通过限制加速度和改善后续误差来改善圆度,到提高程序执行效率以快速处理批量数据点,有各种各样的控制方法可以帮助你达到目标。