应用笔记,自定义工程运动系统,电子,运动控制平台,精密制造新万博英超h
应用笔记
先进的运动控制优化新万博英超h机械微钻孔
在微钻过程设备中,创建微径的最流行方式(盲或直径≤150μm的横向或埋弧)是机械钻孔和激光钻孔。机械钻孔主要用于较大的孔,例如PCB或IC基板。激光钻孔主要用于更细的孔,例如硅晶片,陶瓷基板和蓝宝石基材。尽管机械和激光钻井的许多要求是相同的,但该讨论将专注于先进的运动控制技术在机械钻井过程设备的成功中起着关键作用。新万博英超h机械钻孔机,尤其是六主轴PCB钻井,仍然是这个市场上使用的最广泛使用的PCB钻机。我们将讨论这种类型的机器中使用的主要挑战和技术。
很多点对点移动
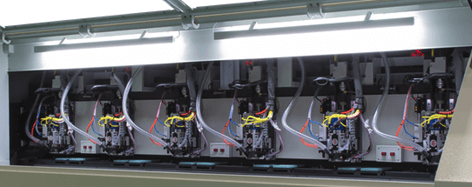
机械PCB钻孔机要求伺服系统尽可能快地将主轴和基板(PCB)移动到目标钻孔位置。图1是一种传统的六主轴PCB钻孔,具有分流桥设计。底轴移动基板,顶轴移动主轴。本申请中最常见的挑战是:(1)确保XY伺服阶段“调谐”是快速,稳定和准确的;(2)减少摩擦效应,因为大多数这些机器是球形螺旋驱动的;(3)具有全面的软件库,机器制造商需要设计符合最终用户要求的软件界面。
调整伺服阶段
部分尺寸,质量和动态性能要求都会影响XY伺服阶段系统调整的难度。通常PCB基板大于500×500毫米,并且由于PCB钻孔机的吞吐量要求紧密,伺服阶段的调谐可能是一个非常具有挑战性的任务。主要原因是追求最短的“移动和稳定时间” - 舞台系统从点A移动到点B的时间,并在某个阈值内沉降。
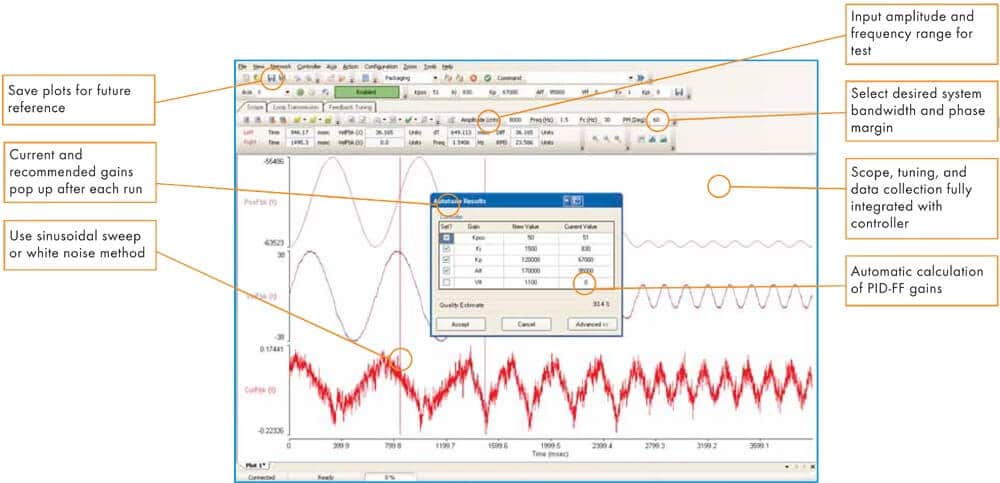
通常,运动系统控制将提供自动监位例程(图2),或者主要在时域中完成的“步进响应”调谐技术。这种类型的调谐过程可以在更容易的应用中有效。然而,由于时间域调谐技术无法估计谐振,估计极零映射或设置滤波器,因此用户必须减少伺服增益以避免系统振荡。不幸的是,降低收益通常也意味着降低的产量和过程产量。
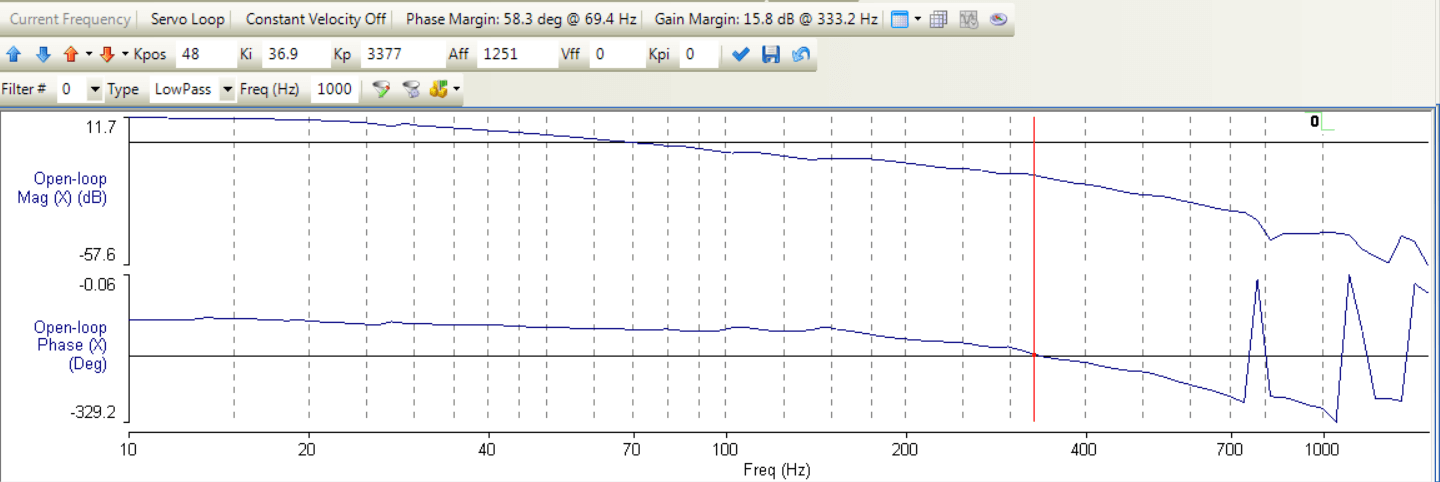
使用频域技术(频率响应分析)是一种更高级的调谐方法,并产生更好的吞吐量。频率响应分析技术将正弦信号从低频率喷射到电动机中,并在每个频率下捕获相位和增益。然后评估相位裕度和增益余量,以便对伺服收益进行调整。高性能运动控制器,如aerotec新万博英超hh自动化3200.可以轻松地塑造循环,以图形方式调整Bode绘图,设置伺服滤波器并最终增加增益以最大化吞吐量(图3)。
减少摩擦效应
PCB钻井机市场在价格和性能方面都非常竞争。由于这些原因,最常见的PCB机械钻孔机设计使用球螺旋驱动的阶段。对于滚珠丝系统移动大型基板并提供良好的定位精度(对于此市场)是非常成本效益的。然而,由于螺距大的螺距,摩擦将限制轴的低频增益,这意味着移动和稳定时间和定向反转时间将比所需的时间长。传统上,机器制造商普遍试图增加伺服环路,因此摩擦效应降低。不幸的是,这也会增加系统不稳定的可能性。
为了具有稳定的高带宽系统,Aerotech开发了一种调用的控制技术增强跟踪控制(等等)。轴承摩擦在低频下产生减少的响应,并且下环增益意味着对干扰的响应较慢。增强型跟踪控制算法提高了伺服机制的低频响应,导致动态行为更接近理想的无摩擦系统。随着等等,PCB钻孔机的移动和稳定时间性能显着提高。
灵活的软件库
大多数PCB钻孔机用户预期系统可以即插即用,这意味着软件接口对系统成功至关重要。Aerotech提供软件设计师所需的综合软件库,以灵活地设计软件界面,数据分析,操作工作流程,安全性,IO等。G代码和M代码支持是PCB钻床的“必须具有”,因为软件设计人员通常将PCB图形转换为G码以操作和图形显示钻孔轨迹。Aerotech的C#和C库已经用于商用PCB钻床,可以为所有运动要求提供所需功能。
先进的运动控制器具新万博英超h有许多特殊功能,可以以最高效率处理大量的光圈坐标。例如,Aerotech的前瞻功能可以确定即将到来的孔径的轨迹。队列模式允许将数据处理在其中首先,先进因此,嵌入式内存大小不限制用户实际处理的点数。
用于提高过程效率的额外控制技术是速度分析。PCB钻床的吞吐量要求极高;没有时间等待之间的移动。Aerotech运动控制器的两个功能用于处理此问题:等新万博英超h待模式自动和速度分析。等待模式自动命令将控制器配置为等待移动之间的最小时间量,以减少程序的循环时间。等待模式应用于速度分布序列的末尾,而不是序列内的命令。速度分析用于将多个协调的运动命令混合到一个连续运动路径中。在速度分析模式下,控制器在连续协调的移动之间不会减速至零。
例子
以下示例演示了优化机械PCB微钻系统的过程。在这里,伺服阶段每次移动速度为25.4 mm行程。
运动参数是:
中风:25.4毫米
速度:415 mm / s
加速:10,680 mm / s2
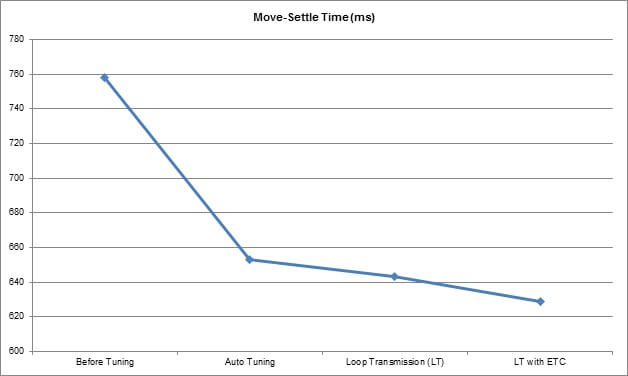
等待模式自动功能将被激活,并且处于位置阈值设置为2μm。此示例将显示使用不同调谐技术和工具,包括自动调谐,环路传输等的结果。使用Aerotech的数字范围工具测量移动和稳定时间性能。
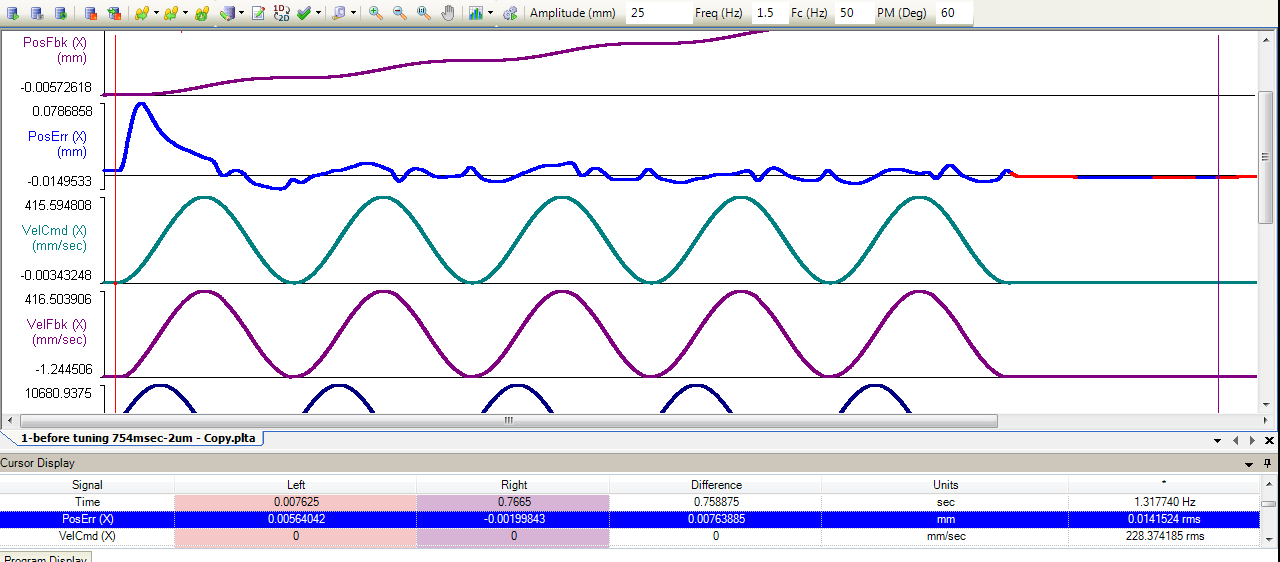
如图6所示,在调整最大的误差之前,在Accel /渐变区处为78μm至-14μm。移动时间为615毫秒,稳定时间为143毫秒。组合的移动和沉降时间为目标沉降阈值758ms(2μm)。
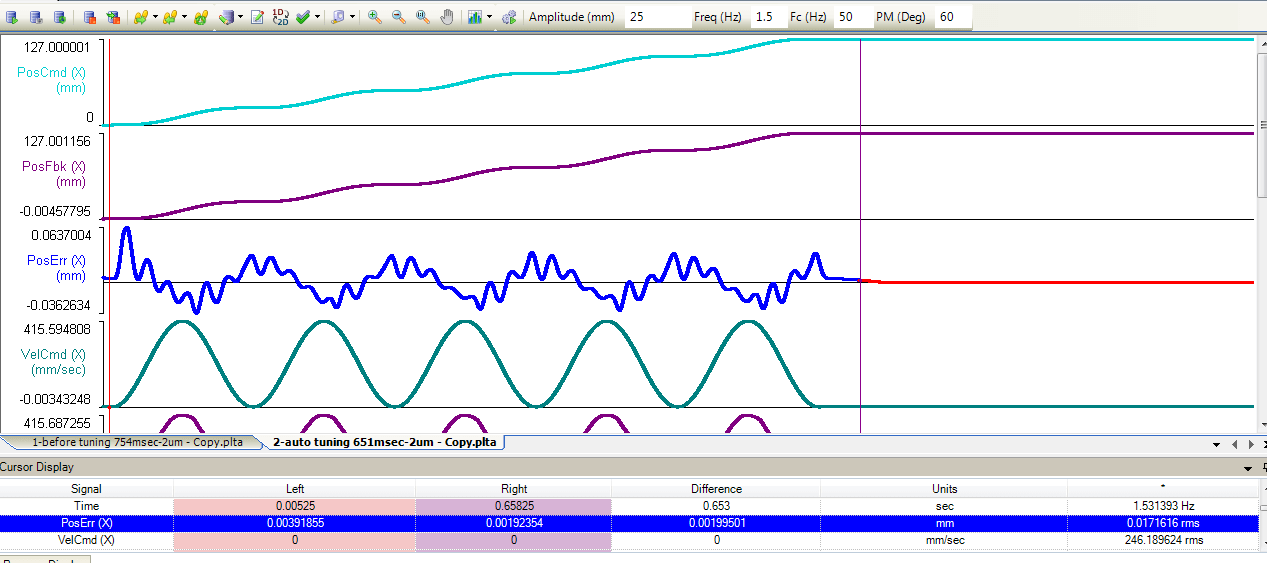
第二个示例使用自动调谐工具调整系统。自动调谐增加kp = 3377的伺服环路增益;ki = 36.9;KPOS = 48至kp = 2320;ki = 71;kpos = 126.从图7中,最大的误差现在为63μm至-36μm,移动时间为615 ms,稳定时间为38 ms。自动调谐技术将循环时间减少到653毫秒。
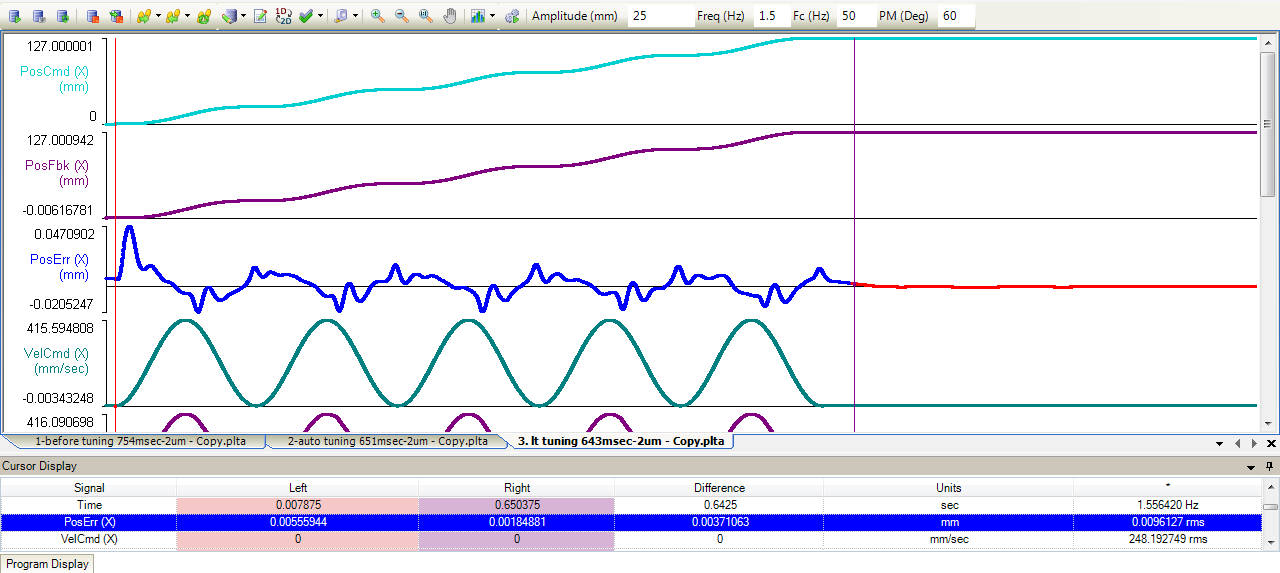
下一步是应用循环传输工具。我们激发了从低到高频率的正弦信号的系统,并在每个频率下捕获相位和增益。我们将直接从Bode Plot优化系统性能。

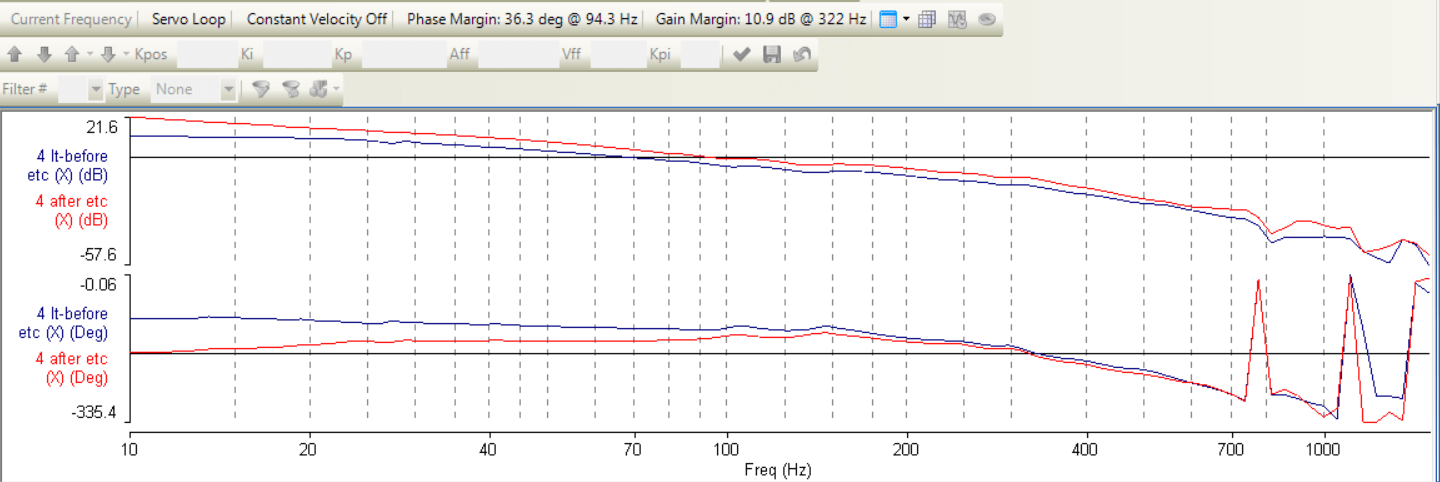
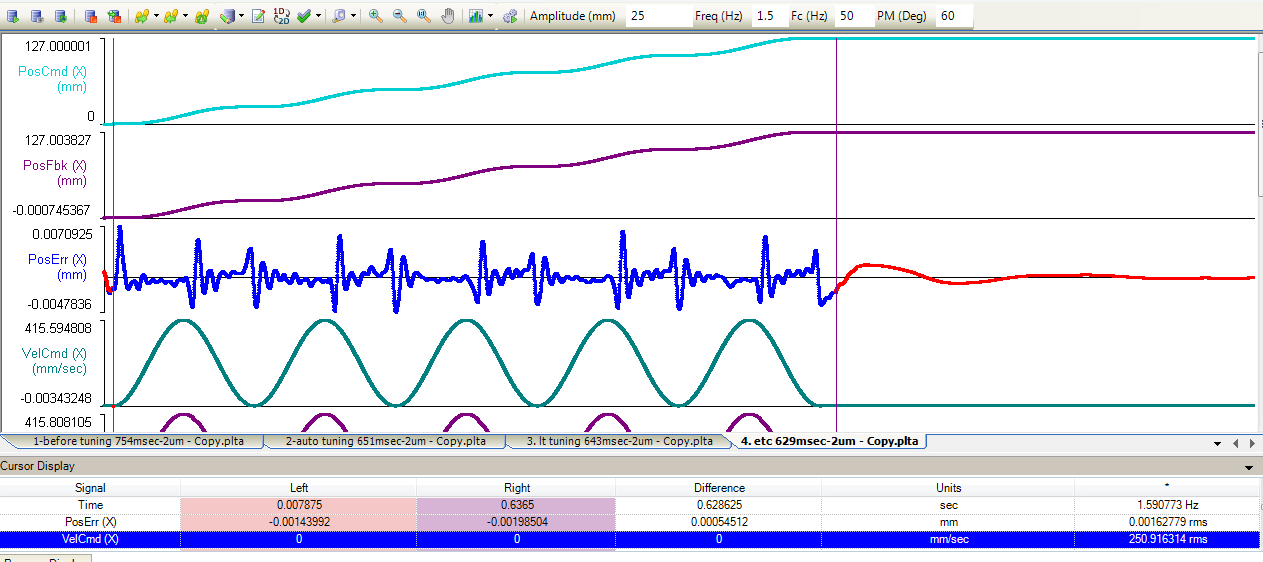
为了进一步优化移动和定居性能,我们应用ETC算法。通过低频提升,我们能够进一步减少移动和稳定时间,即使跟踪误差和加速/减速也得到了改善。如图11所示,这进一步将循环时间降低至629ms。
结论
先进的运动控制技术新万博英超h可以显着提高高性能机械PCB微钻的吞吐量和质量。从基本伺服调整使用频率响应调谐技术,过滤谐振并增加伺服增益,以提高通过提高低频响应和提高程序执行效率来降低摩擦效果的吞吐量,以便快速处理批量数据点,有各种各样控制方法可以帮助您实现目标。