激光扫描头,激光系统,医疗器械制造,运动控制平台,阶段和执行器,白皮书新万博英超h
白皮书
估算组合伺服和镀锌运动精度
威廉陆战队二世
业务发展经理
在现代运动控制系统中新万博英超h,主要优点的主要图通常是在工件表面上实现的全球精度。但是,在配置运动控制架构以进行更高级功能时,例如新万博英超h无限视野(Ifov),表征系统错误的每个元素可能非常具有挑战性。本白皮书详细介绍了如何表征组成错误元素,并提出了一种预测支持IFOV的运动控制平台的整体系统错误的方法。新万博英超h
测试概述
概述的测试程序演示了伺服运动组件的坐标帧的精确叠加,该坐标帧与激光处理站内的重合扫描仪坐标帧的坐标框架用于IFOV操作。The general procedure involves the independent calibration of both the servo system (in this case, an Aerotech ALS50045WB/ALS50030-XY stage assembly) and the scanner system (Aerotech’s AGV-14HP-1064-100T), followed by the alignment of the two calibrated coordinate frames. The ALS5000-XY assembly is calibrated via dual-axis interferometry, while the AGV scanner is calibrated via a mark-and-measure calibration procedure that utilizes a machine vision inspection station with a resolution of 0.86 µm per pixel. The coordinate frames are aligned via a mark-and-measure procedure as well, where the measured necessary coordinate rotation transformation is carried out on the AGV’s axes. Finally, the alignment and congruency of the two coordinate frames is checked via a random combined motion test, which is discussed in detail below.
硬件列表
- 激光加工站
- 钢焊接
- 花岗岩基座组件
- 花岗岩立管和桥梁
- 安装在振动隔离器上
- ALS50045WB / ALS50030-XY舞台组装
- 精密接地真空夹头
- NDrive HPE PWM数字放大器X2
- PRO165-05MM-250-BMS Z级,垂直安装在桥上
- 电动机制动器
- NDrive HPE PWM数字放大器
- AGV-14HP-1064-100T扫描仪,安装在Pro165托架上
- SIL S4LFT5100 / 126 100 mm远心F-THETA镜头
- NMARK CLS高性能GALVO控制器
- 多模式,100W,IR光纤激光器,用于准直器
- 19“机架式电脑
- 高精度检测站
- 钢焊接
- 花岗岩基座组件
- 花岗岩立管和桥梁
- 安装在被动空气隔离系统上
- 铝合金框架,通风罩
- ABL15030WB / ABL15030-XY舞台组装
- 精密接地真空夹头
- NDrive HLE线性数字放大器X2
- Pro165-05MM-150-BMS Z级,垂直安装在桥上
- 电动机制动器
- 自定义电缆管理系统
- NDrive CP10 PWM数字放大器
- 高分辨率5 MP数字机器视觉系统,安装在Pro165托架上
- 40毫米扁平透镜,2毫米FOV
- 形状和遮阳识别搜索算法软件
- 水冷,高刚度安装支架
- PC工作站
- 标记基板
- 完全标记区域平坦到.0001英寸
- 标记表面平行于安装表面至.0005英寸
- 表面饰面持续到60-40划痕挖掘
网格标记参数
- 激光参数
- 5.0 W平均激光输出功率
- 50.0μs脉冲持续时间
- 标记参数
- 1.0毫米广场,交叉基准
- 1.0毫米/秒的标记速度
- 8.0μm脉冲间距
- 网格参数
- 独立AGV网格
- 39.0 x 39.0 mm网格尺寸
- 1.95 mm二维标记间距
- 独立伺服网格
- 135.0 x 135.0 mm网格尺寸
- 6.75 mm二维标记间距
- 随机组合运动网格
- 96.0 x 96.0 mm网格尺寸
- 4.80毫米二维标记间距
- 独立AGV网格
随机组合运动网格标记程序
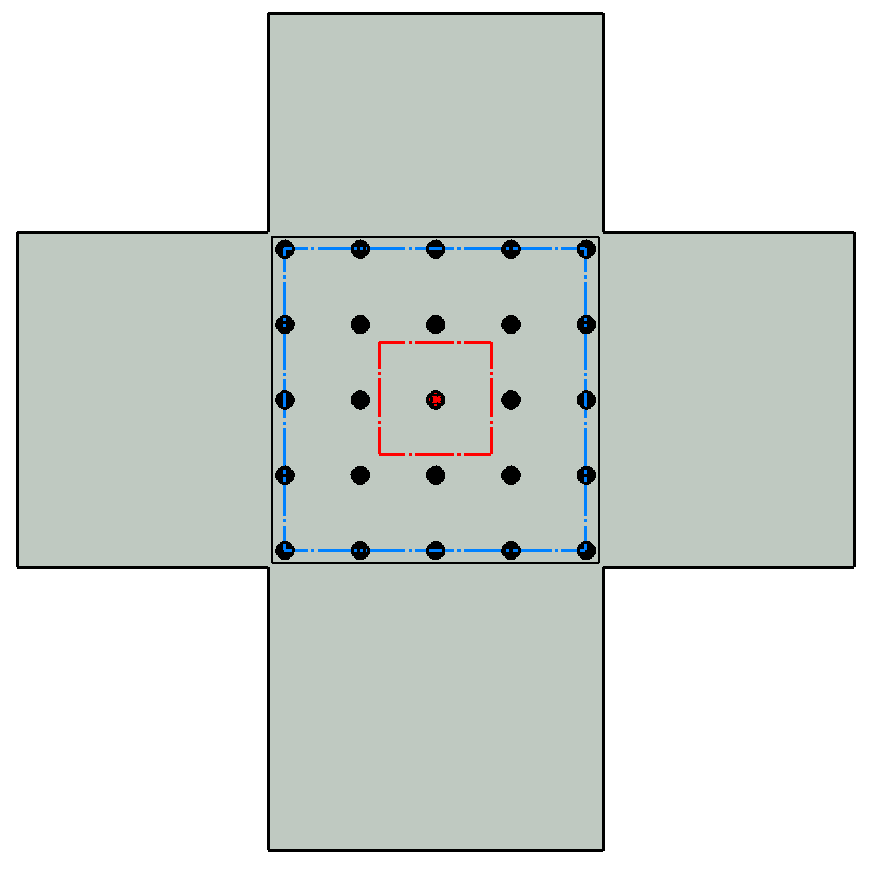
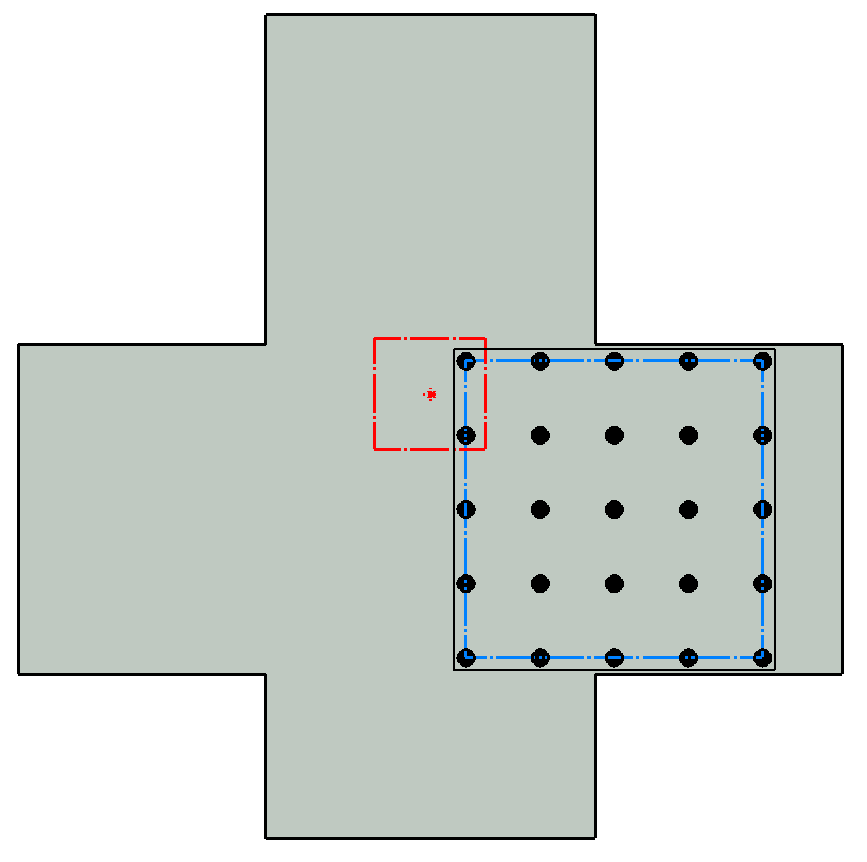
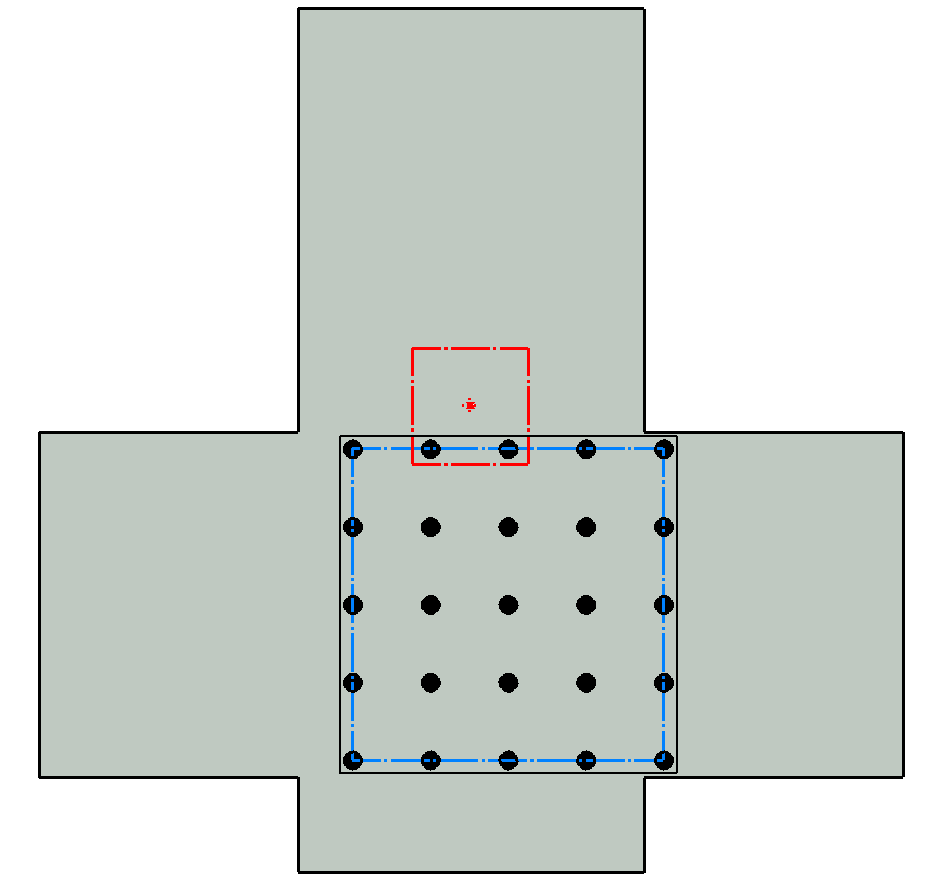
以下一系列图示演示了如何使用伺服和扫描仪坐标帧的组合运动来创建“随机组合运动网格”。它们显示了伺服轴位置,AGV轴的视野的相对位置,以及由随机组合运动测试程序标记的实际网格。灰色轮廓代表ALS5000-XY组件。黑色方块表示Als组件的上轴的桌面,其中安装基板。黑点表示要标记的网格。网格的整体尺寸 - 虚线蓝色方形 - 等于伺服阶段的大小'总视野减去AGV轴的总视野,在这种情况下是96.0 x 96.0 mm。红色虚线方形表示AGV扫描仪的总视野,在这种情况下为39.0 x 39.0 mm。AGV的视野中的红色点表示基板上的激光点的位置。
程序
1.伺服和AGV轴在其原位开始,基板以AGV的视野为中心(见图1)。
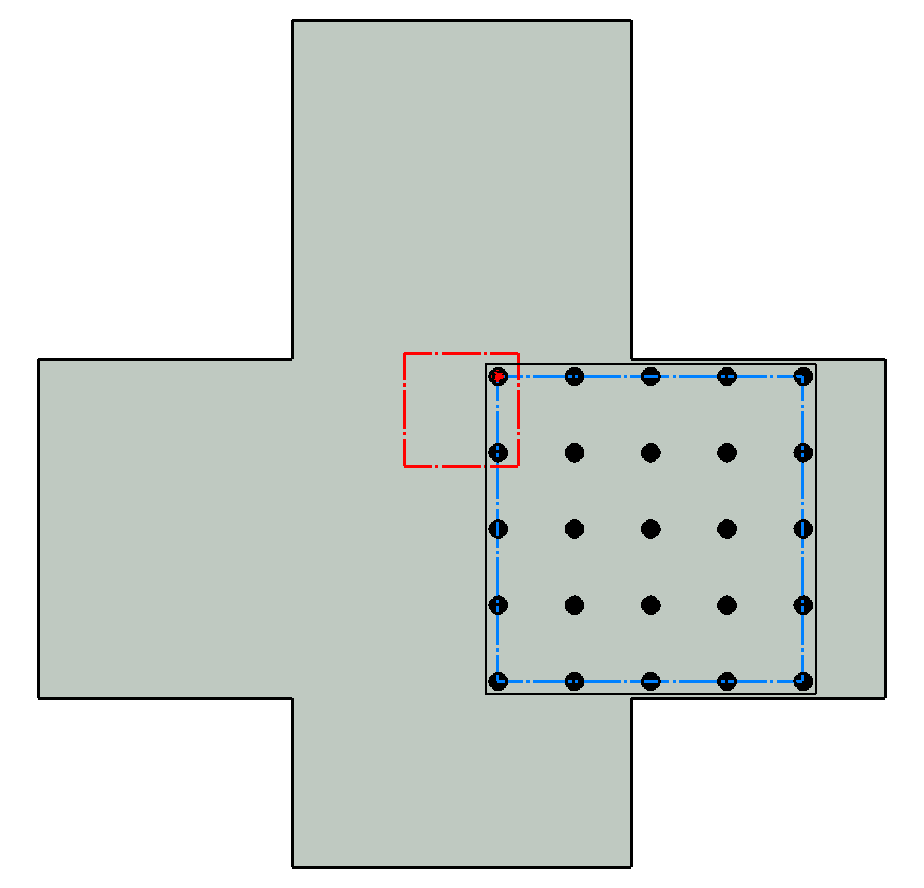
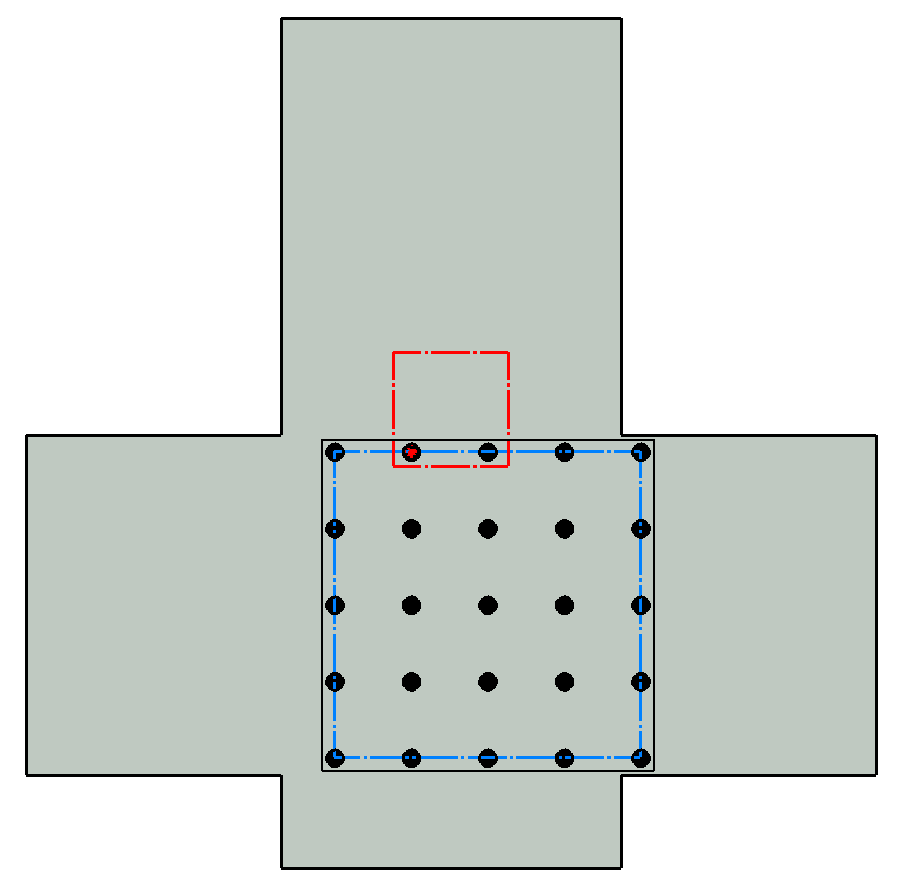
2.伺服轴在主位置的AGV轴下移动在激光点下方的基板上的第一标记位置(参见图2)。
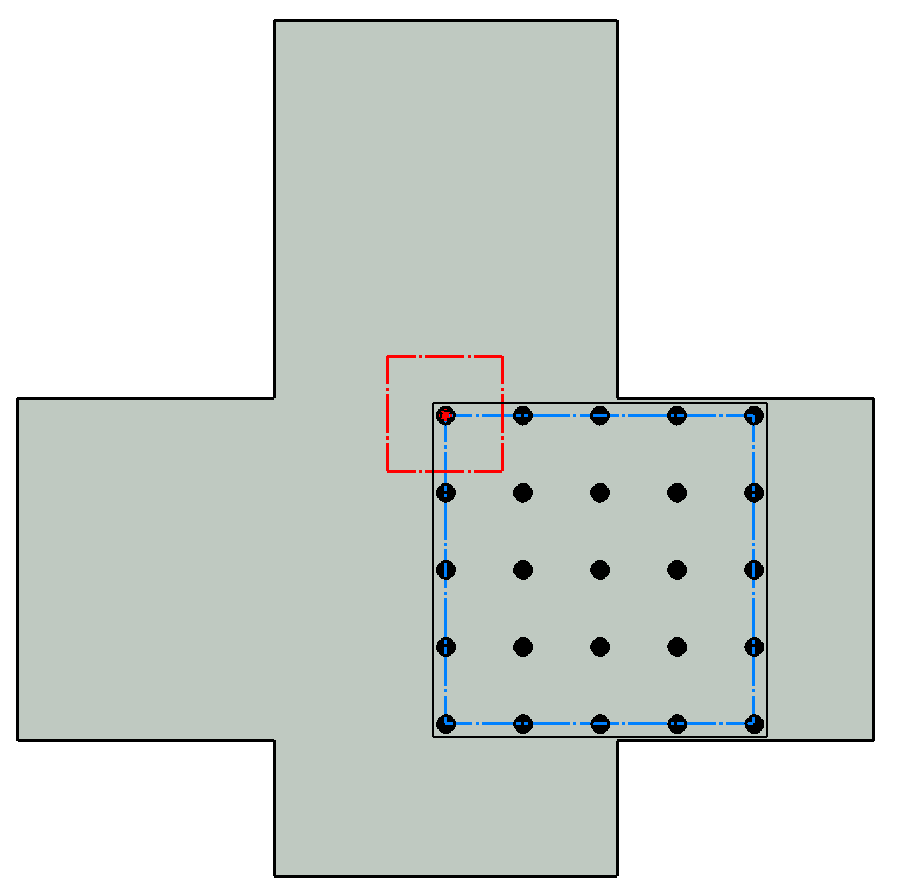
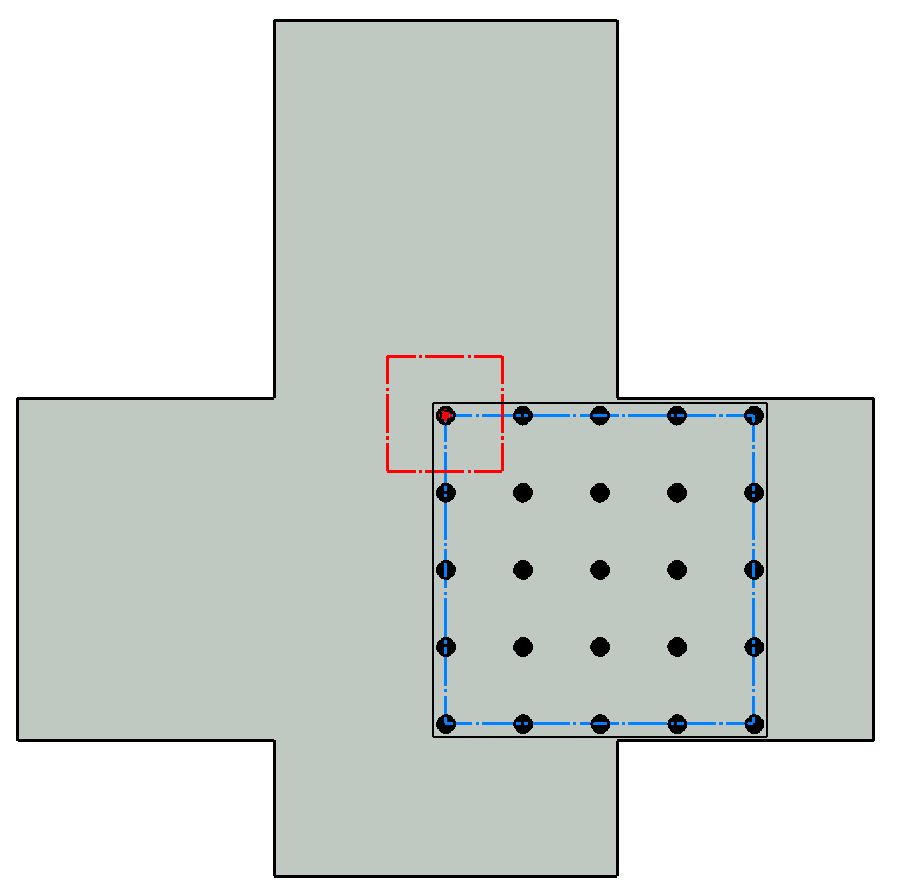
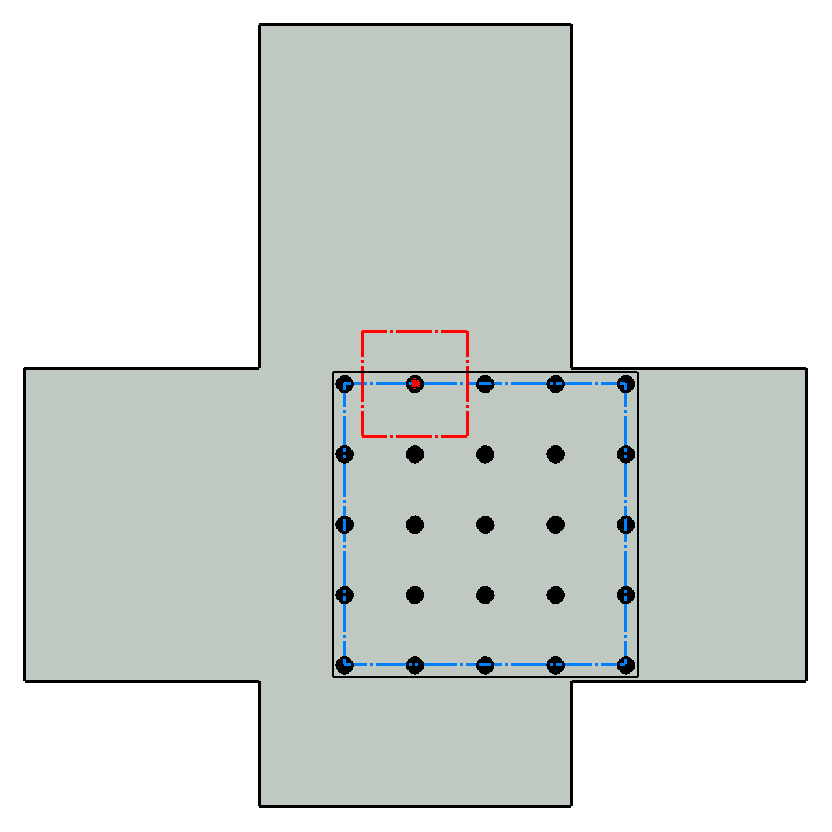
伺服轴在随机方向上移动AGV视野的大小的随机百分比(参见图3)。
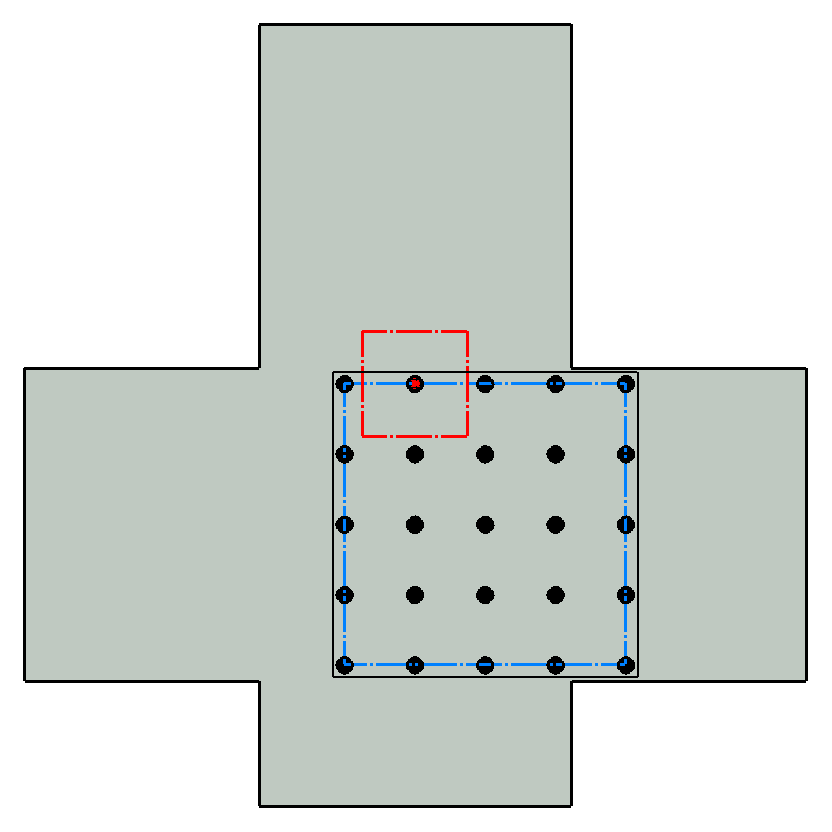
然后,AGV轴在步骤3中执行由伺服轴执行的相同随机移动。如果坐标框架完全对齐和一致,则两组轴的动作将彼此零,使激光点处于正确的位置。在网格内进行待放置的标记(参见图4)。
在创建标记之后,伺服和AGV轴撤消随机运动,将标记位置带回AGV视野的中心下方(见图5)。
6.伺服轴在主位置的AGV轴下将第二标记位置移动在激光点下方的基板上(见图6)。
7.伺服轴重复步骤3,在随机方向上移动AGV视野的百分比(参见图7)。
8. AGV轴重复步骤4,在步骤4中,它们在步骤7中执行与伺服阶段相同的随机运动,在标记位置#2处正确地置于运动并将激光斑点放置(参见图8)。
9.创建标记后,伺服和AGV轴撤消随机运动,使标记位置返回在AGV视野的中心下方(见图9)。
10.重复该过程直到网格完成。然后用上述检查站测量所得到的网格。
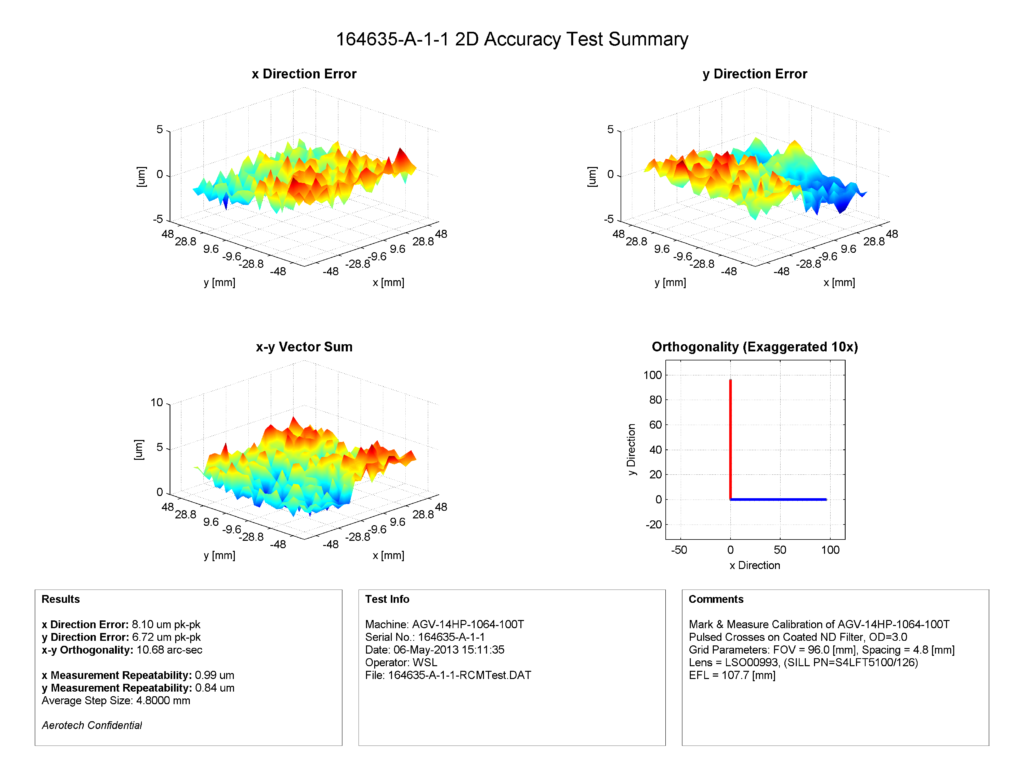
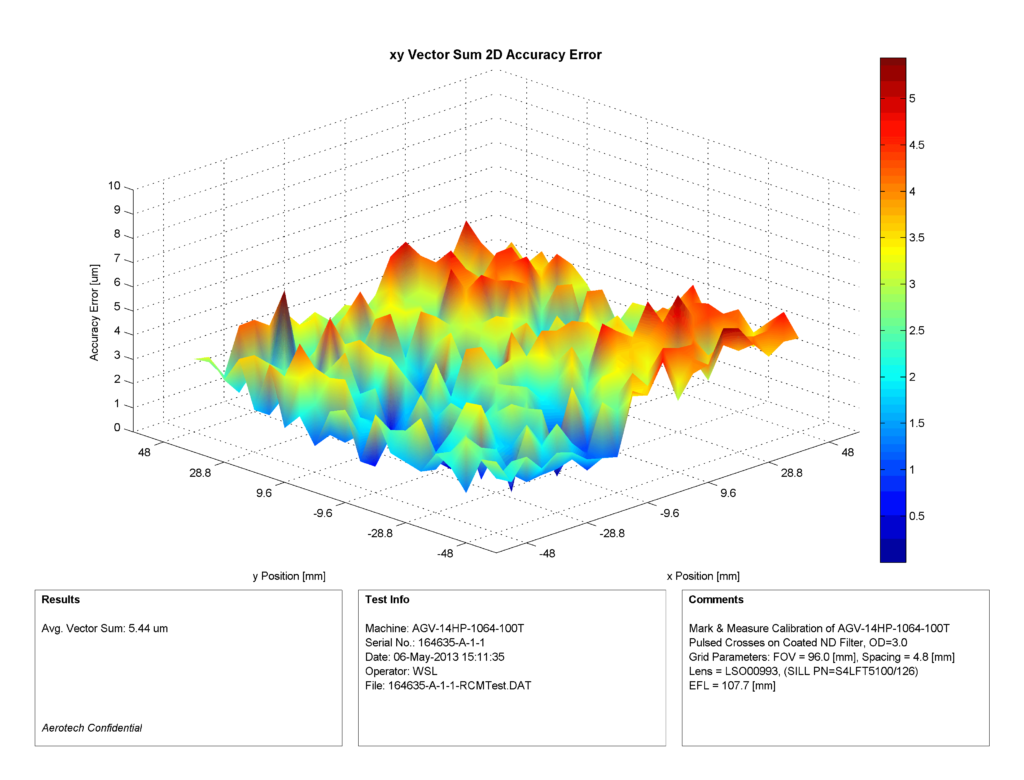
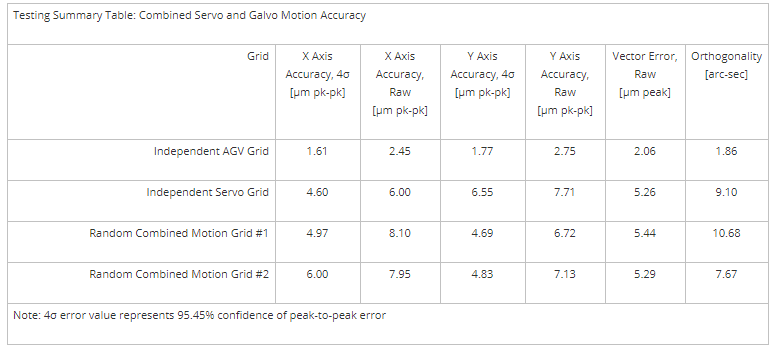
测量网格的结果
结论
对测量结果的检查表明,随机组合运动网格的总体精度和误差模式主要由伺服轴决定。这不是出乎意料的,因为伺服轴占随机组合运动网格的总体运动的更大部分,并且它们也是系统中误差的最大贡献者。每个网格的4 * Sigma误差分布也特别感兴趣,因为他们建议扫描仪和伺服轴错误的组合的RSS(方块的根本总和)可用于近似两个独立的组合错误坐标框架。在Y轴精度下观察到该一般性的例外,其中独立的伺服网格的错误实际上大于组合的运动网格错误的错误。However, a distinct and similar slope in error of both the X and Y axes (shown in the plots of the independent servo grid’s measurement that follows) suggests that this might be nothing more than an artifact of the setup of the marking station itself – namely, a substrate that is out of parallelism tolerance can produce such an error pattern, and is a likely explanation for the higher 4*Sigma and peak-to-peak error of the Y-Axis in that particular grid. Regardless, the results of this testing allow for reasonably confident approximation of laser marking performance when using combined motion systems, and should help in the decision-making process as to which stages are appropriate given the goals of a given application.
虽然本研究中详述的信息详细介绍了一种全面而明确的方法,可以在支持IFOV的平台中识别来自伺服和扫描仪运动子系统的错误贡献,但应考虑其他考虑因素和未来的研究。即,测量的误差本质上纯粹是静态的,并且不考虑任何给定平台在实际激光加工应用中可能经历的动态影响。此外,可以进一步研究静态误差本身的来源,以确定它们如何进一步减轻或至少更好地理解。这些主题将在未来的Aerotech的研究和技术论文中解决。
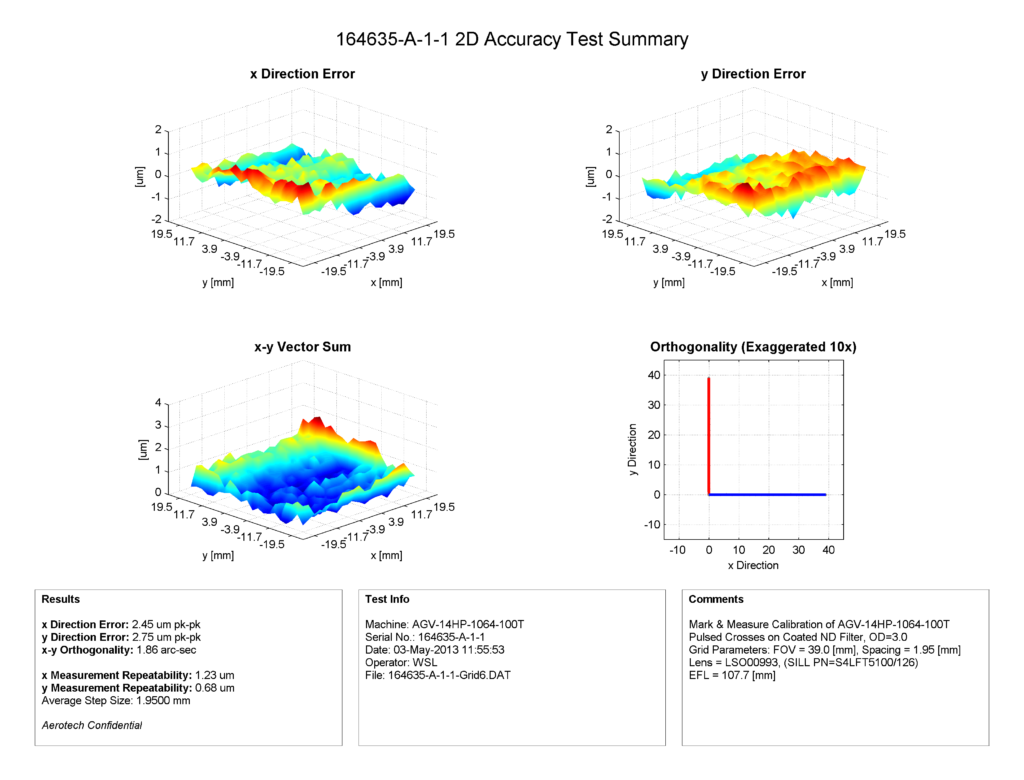
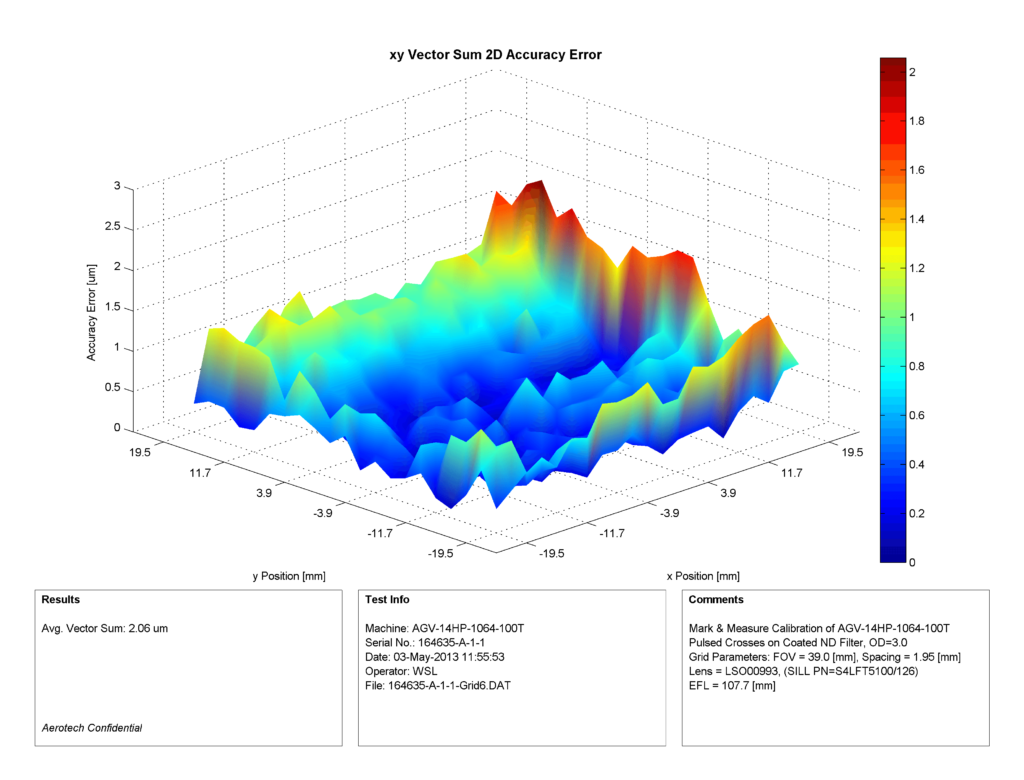
独立的AGV电网测量
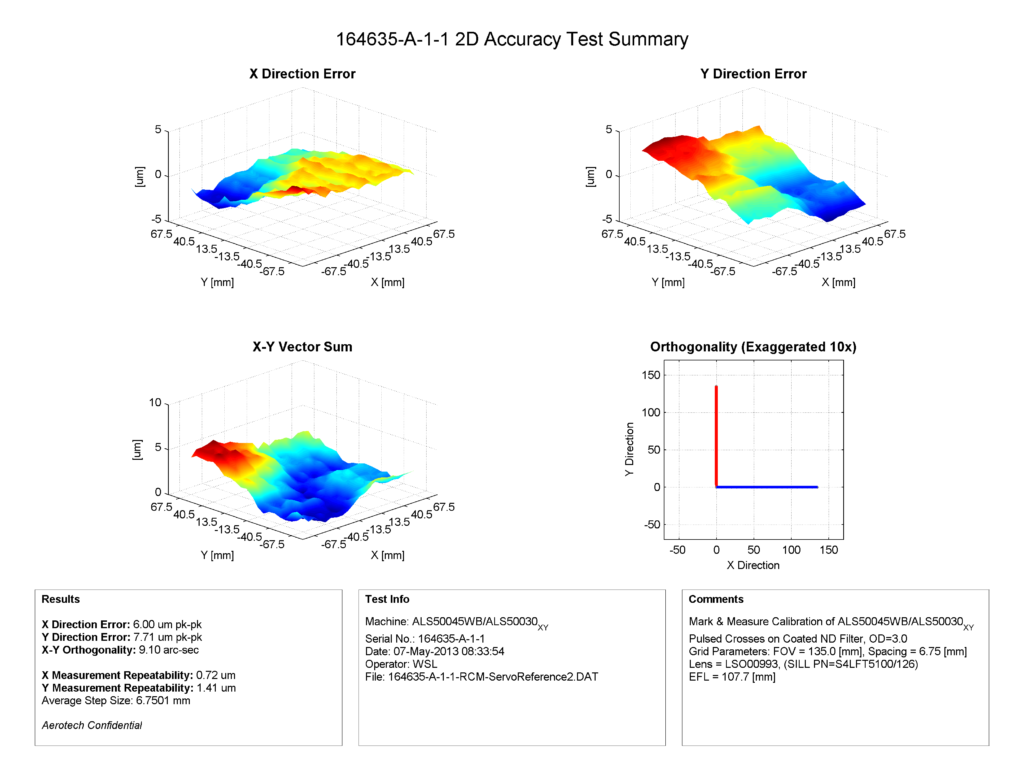
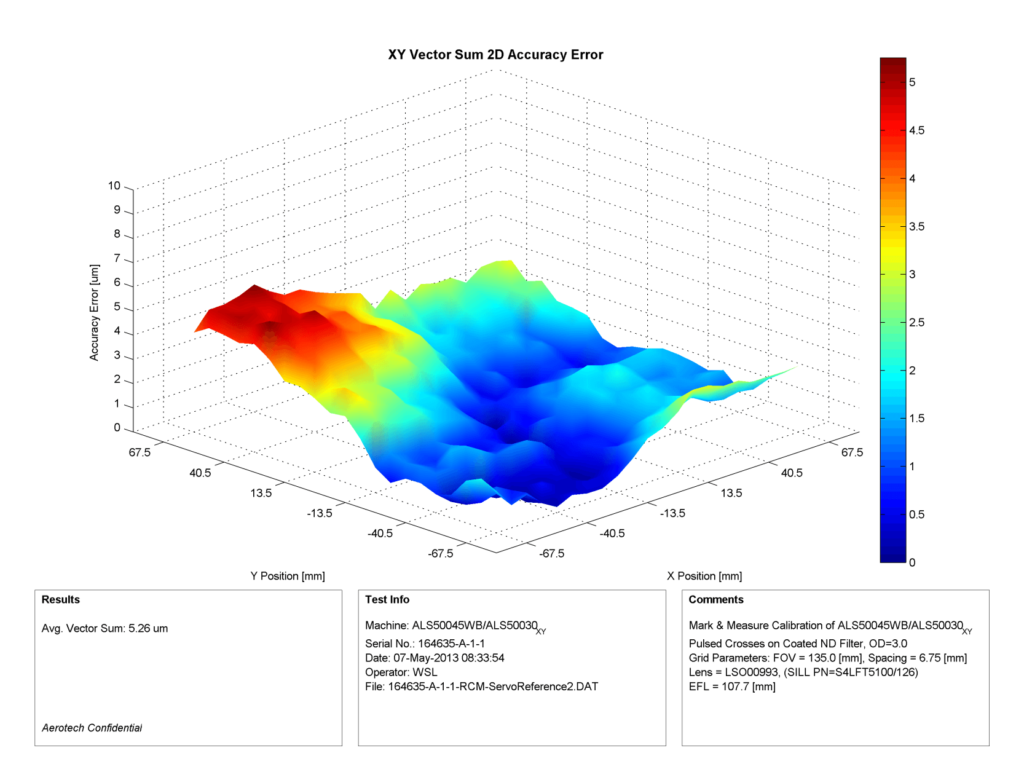
独立伺服电网测量
随机组合运动网格测量