集成自动化系统,激光扫描头,激光系统,医疗设备制造,工艺专用产品,阶段和执行器,白皮书
白皮书
使用CADFusion和PSO位图工具在圆柱形工件上激光扫描模式
斯科特施密特
应用程序集团经理
大量的圆柱形激光加工应用程序使激光书写运动仿佛两个轴(一个直线和一个旋转)都是直线的,实际上是直线的。换句话说,圆柱形图案是“展开”,使形状更典型的平面工件。虽然这种技术可以减轻运动控制编程的负担,但由于在激光加工过程中(特别是)新万博英超h转轴必须经历许多方向变化,通常会导致图案循环时间受到影响。或者,“自由运行”旋转轴在一个恒定的方向和光栅扫描所需的图案使用高动态振镜是一个更好和更有效率的方式写入相同的图案圆柱工件。
图1显示了典型的展开支架图案。由于图案中的许多紧密圆形特征,两个轴必须在执行运动简档时完成许多定向改变。由于工件的直径越来越小,这些定向变化所暗示的加速度值变得非常高。在某些加速度下,阶段可以不再有效地跟踪所需的轮廓,并且必须增加循环时间(随着加速度值降低)以补偿。
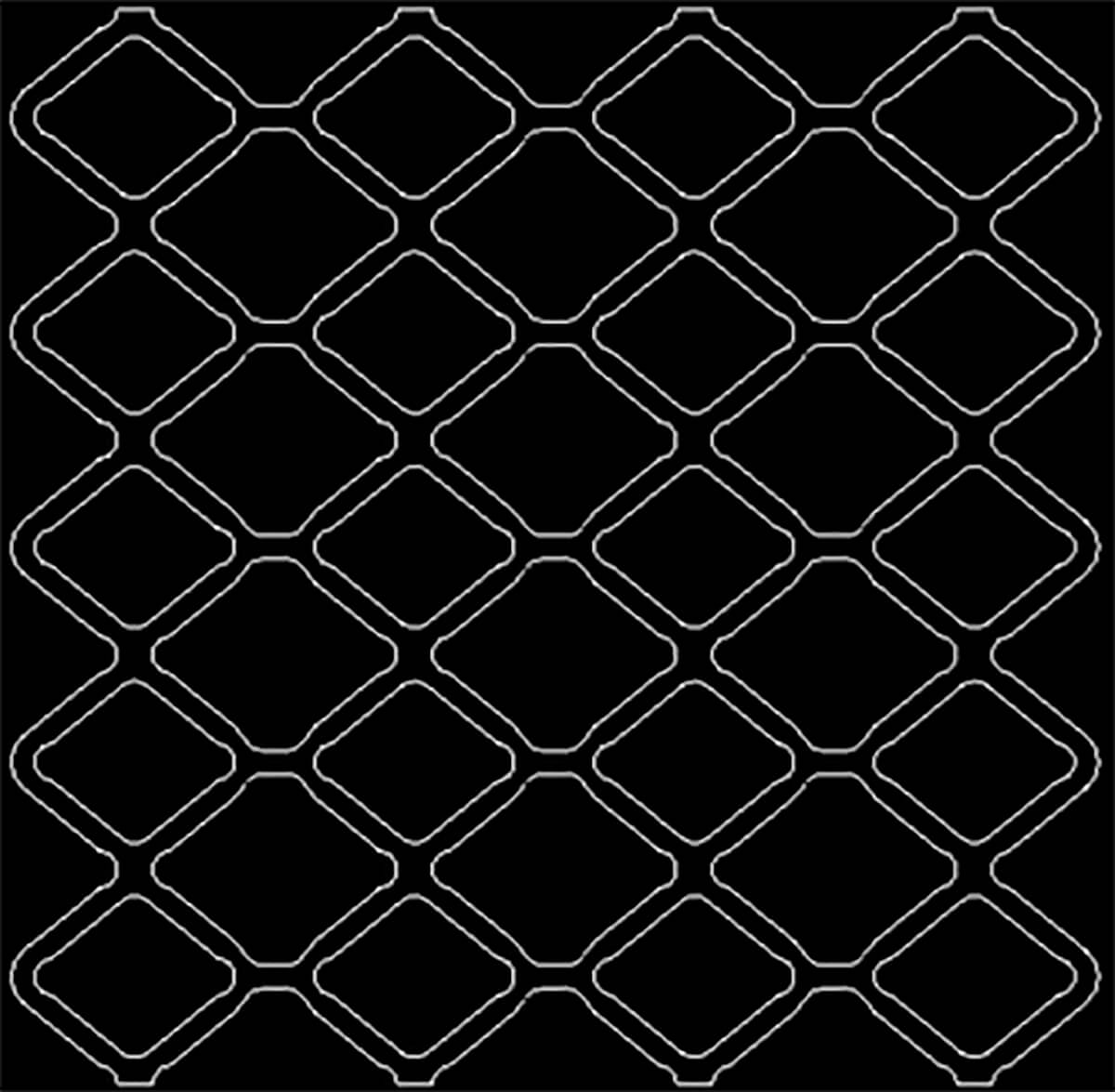
然而,如果对图1中所示的图像进行采样,以创建像素,其大小是激光光斑大小的整数倍,那么整个图案可以很容易地使用栅格样式从生成的位图数组中写入。此外,CADFusion和PSOoutput位图和原始的标记特征原产于Aerotech自动化3200(A3200)控制器可以方便地使用高速检流计(Aerotech的位自主移动小车产品线)。AGV的一个轴执行线性扫描,而第二个轴在单个光栅线期间对工件的旋转进行补偿——即,确保线在工件上不是对角线。当然,一定要注意选择一个不会导致激光光斑“离开”工件而散焦的转速和扫描速度。
创建此类项目所需的步骤跟随。
从绘图创建位图
首先,将源DXF文件保存为尽可能高分辨率的位图格式。确保像素大小被缩放或被选择为用于处理零件的激光光斑的整数倍。其他采样策略可能包括简单的剪切/屏幕捕获(用于低分辨率测试)或第三方程序将矢量文件转换为位图图像。
使用CADFusion创建位图项目
接下来,打开Cadfusion并开始一个新项目。第一关键步骤是将位图对象导入画布上。这是通过从Cadfusion中的Create组中选择Bitmap项来完成的。结果对话框如图2所示。
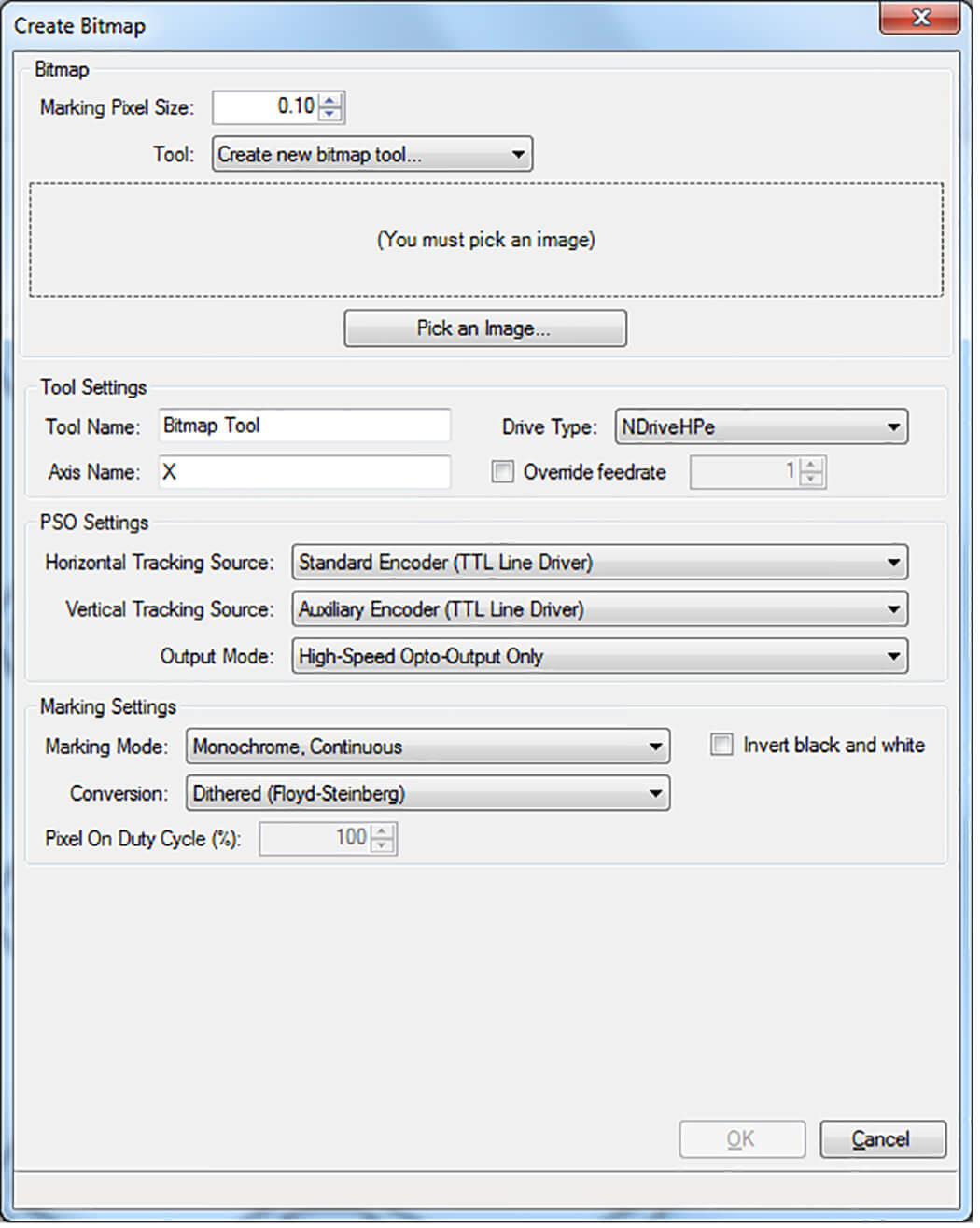
应选择所需的位图图像(使用“选择图像...”按钮),并且应选择位图工具设置。CADFUSUTION允许轻松选择驱动硬件,该硬件简化了跟踪源(从伺服编码器信号的每个轴的位置)以及标记设置。对于我们的示例,我们将检查“反转黑白”框(因为我们的位图在黑色背景画布上捕获),我们将从转换下拉列表中选择“阈值,位图的平均像素值”选项。此外,我们将保持默认的驱动器类型和PSO设置,我们还将承认第一轴 - 也将发出PSO脉冲到激光器 - 在A3200控制器参数文件中命名为x。
位图设置完成后,CADFusion允许用户选择在其画布上放置实际的位图对象的位置。我们将手动输入“0,0”,将位图的左下角放置在CADFusion画布的原点。注意,位图放置之后,位图工具已经创建,并且在CADFusion窗口左侧的项目树下可见。
接下来,我们必须在位图对象和工具中定义标记像素大小。单击画布上的位图映像或项目树上的位图映像暴露在CADfusion窗口的右侧的属性(图3)。
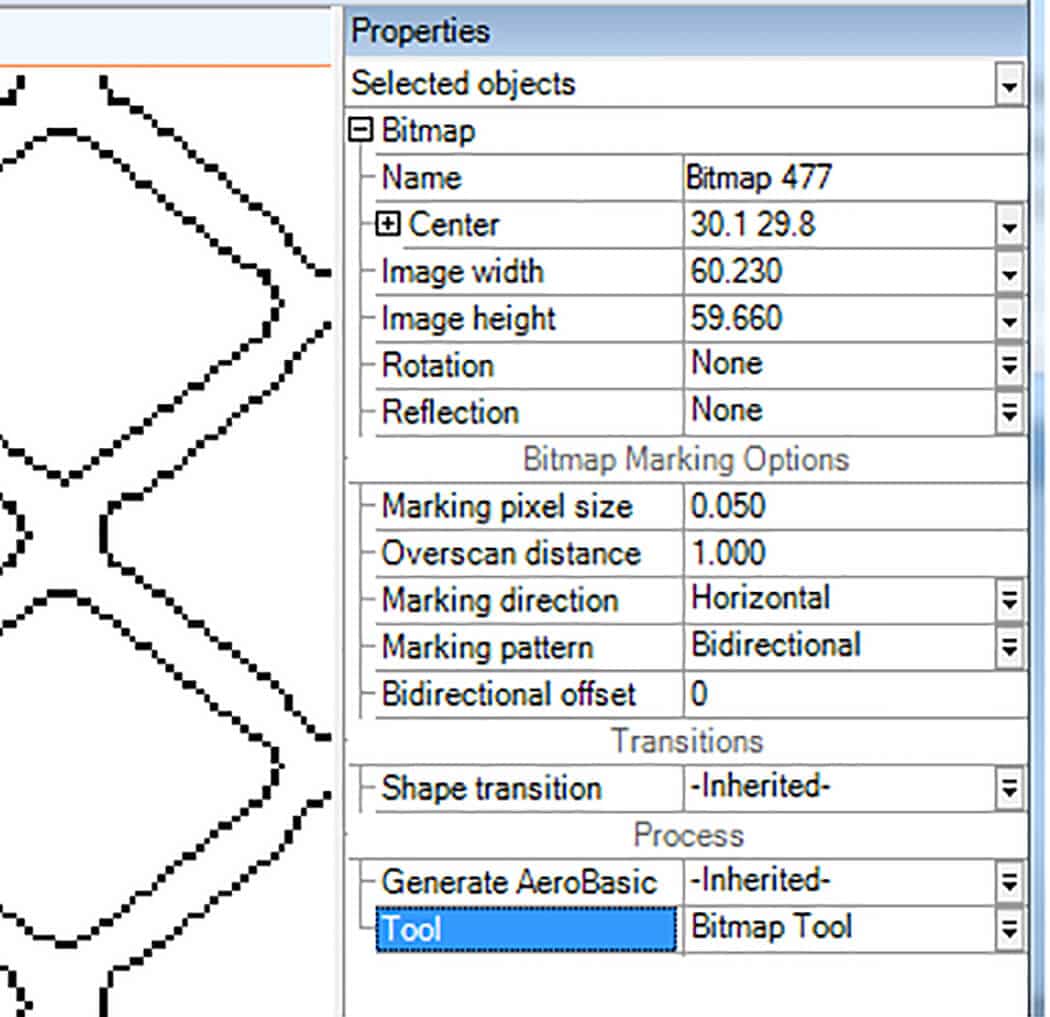
在属性面板中,我们选择一个标记像素大小为0.050,这对应于我们打算在A3200中使用的配置文件的50微米(并且是将要使用的激光和光学设置的光斑大小)。换句话说,A3200参数文件中的用户单位是一毫米。
CADFusion内的最后一步是导出实际的A3200代码。从“文件”菜单组中选择“导出”。这会启动项目设置对话框如果尚未设置这些对话框(图4)。
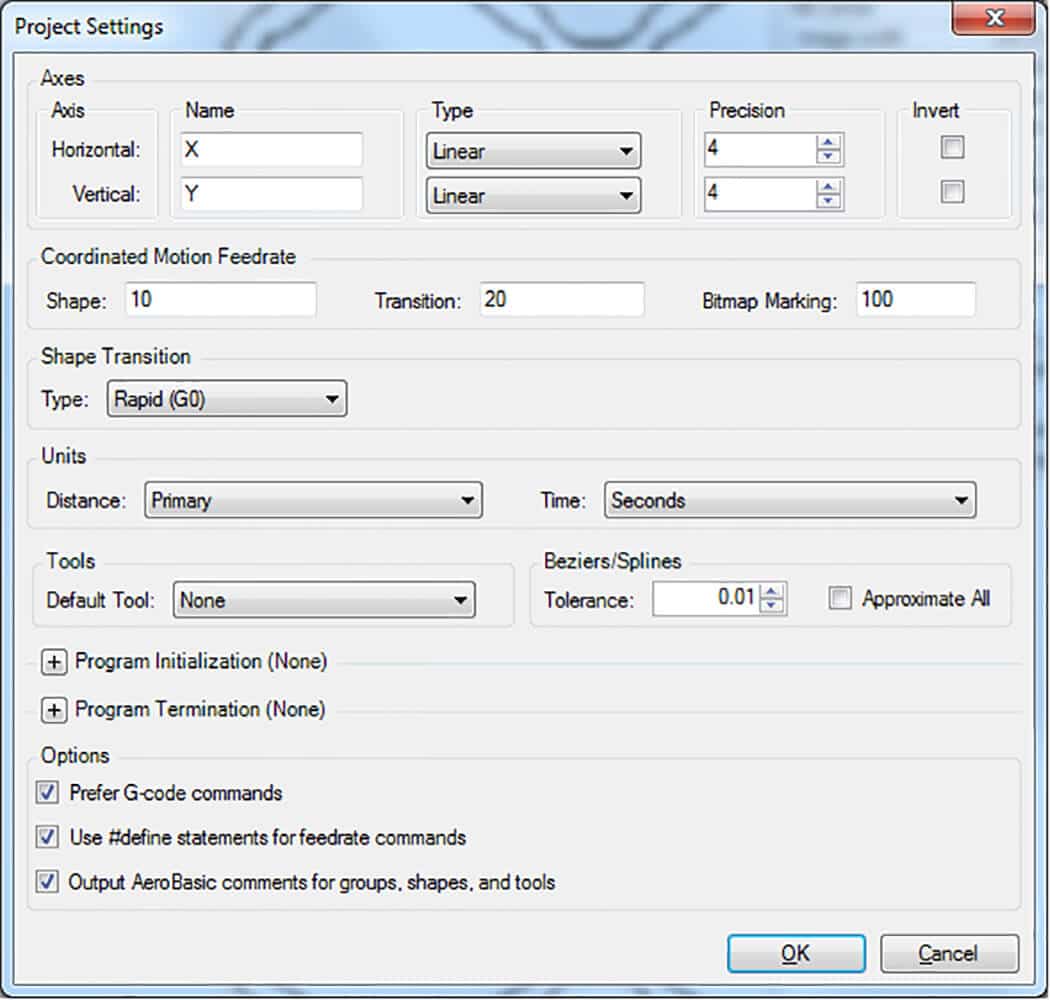
应选择这些设置以支持系统力学允许的进料。对于支持镀锌的标记,坐标运动进料可以设置相当高 - 易于100毫秒,也许更高。应根据控制器参数文件验证轴名称,应为两个轴选择线性类型(再次调用旋转级以该项目的圆周单元被编程为线轴)。如果需要任何初始化或终止代码(例如,要启用和归属轴,以设置机器安全或I / O功能或制作函数声明和定义),则可以在此对话框中键入或导入。
一旦选择并保存了Project Settings,结果代码就会显示出来,并且应该保存。
动态配置标记
接下来,打开内部保存的程序A3200运动作曲家.To enable the Mark on the Fly feature required for continuous-rotation laser machining, the following command is required to allow the radial-direction galvo axis (Y direction in our example) to have access to the rotary stage’s encoder feedback (and to then compensate for it during X-direction scans):
GALVO ENCODERSCALEFACTOR Y (CountsPerUnit。Y /
countsperunit.theta)* emulatedquadraturedider.theta
在本例中,旋转轴命名为THETA。这个语句不仅将THETA绑定到Y galvo轴方向,而且还缩放相对轴,使galvo方向上的一个用户单位等价于伺服(THETA)方向上的相同用户单位。
此语句中的EmulatedQuadraturedivider限定符是可选的,如果该返回范围参数设置为1在配置文件中,则可以省略。在“位图1”行注释之前,应将此语句插入程序中,以确定它在系统的任何动作之前实现。
此时还应确认系统的特定布线确认,从旋转级驱动器的编码器反馈信号正确地输入到Galvo驱动器的Auxio端口中。
来自A3200帮助文件
连接编码器反馈电缆
使用正确的电缆将伺服驱动器的输出连接到Galvo驱动器的辅助输入(NARK)。
| 伺服驱动器类型 | 电缆部件编号 |
| NPAQ. | C23320-10 |
| Ndrive | C23161-xx. |
配置参数和命令并将伺服驱动器连接到NMark后,在尝试在IFOV模式下运行程序之前验证配置。
- 打开动作作曲家。
- 打开状态实用程序,然后单击“诊断”选项卡。
- 启用伺服轴。
- 在运动组合器中,伺服轴慢慢点动,查看状态实用程序中NMARK轴上的AUX POS FDBK信号。
- 验证AUX POS FDBK是否与伺服轴相同的方向计数。
a.如果计数器没有变化,那么配置或布线有问题。
b.如果计数器计数方向与伺服轴的Pos Fdbk相反,则接线极性倒置。
配置此功能的最后一步是命令旋转级到Freerun。通常,这将在伽迹运动被命令编写实际部分之前立即完成。但是,CADfusion输出非常紧凑的代码结构,用于位图生成,该代码生成嵌套在下载位图阵列以驱动存储器的那些命令中嵌套运动命令。因此,FreeRun命令所需的插入点可能不是显而易见的。这个命令:
Freerun Theta <进料>
应立即在CADFusion生成的代码中立即插入:
$ nextreadscan = $ nextreadscan + $ maxscansperread
同样,命令:
Freeerun Theta停止
应该插入到程序末尾的命令行之后:
FILECLOSE BitmapDatFile美元
这在激光加工完成后停止旋转轴。
需要考虑的一个关键因素是为旋转级选择的进料速率。If a feed rate too slow or too fast is chosen, the galvo axis in the radial direction (again, Y in our example) will still track the rotary stage’s motion, but it may cause the laser spot to “fall off” to one side or the other of the cylindrical workpiece as it tracks.
对于一阶近似,总的处理时间可以估计为光栅扫描的次数-即图像长度除以像素大小-乘以扫描速度(协调运动进给速率)和图像宽度的乘积:
处理时间=(图像长度/像素大小)*(协调运动进给)*(图像宽度)
当然,这是假设伽沃轴在轴向(X)上可以在近零时间内加速。所有尺寸都以用户单位表示,协调运动进给速率应该替换为程序中该轴所使用的任何明确命令的速率值。FREERUN命令的进给速率应该选择在此时间内支持旋转轴的一次旋转。
概括
前面的示例和支持代码演示了A3200唯一的特征,以及由CADFUSUS的强大图像后处理能力增强的特征。