应用笔记,定制工程运动系统,运动控制平台,电机,精密制造,舞台和驱动器新万博英超h
应用注释
包装行业的生产线
复杂的控制能力和伺服电机是下一个合乎逻辑的进步,以取代步进电机在典型的线路following包装应用。
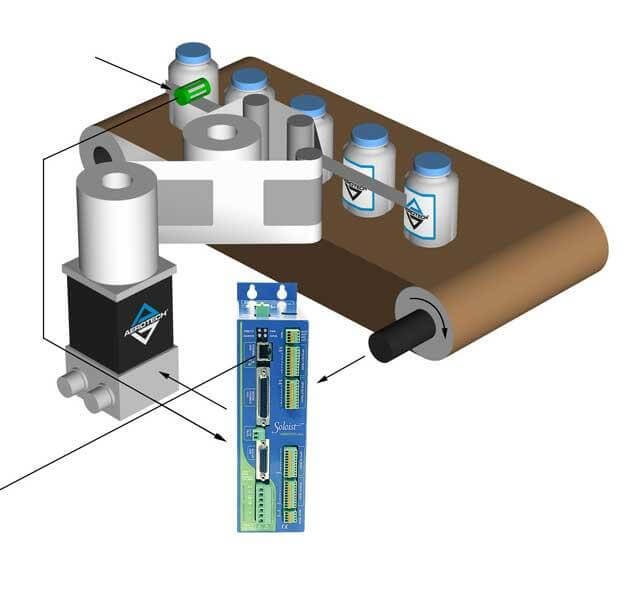
在包装行业中有许多不同的应用程序,包括贴标、裁剪到长度、飞切、车道转向、旋转刀等等。应用程序后面的所有这些行在其核心上具有相同的机器功能。通常有一条独立的带反馈的移动线用于测量线速度。这个反馈信号通过一个辅助编码器输入输入到运动控制器。新万博英超h运动控制新万博英超h器然后使用这个辅助编码器输入作为命令的速度,而它控制另一个轴称为“从属”或“跟随”轴以相同的速度移动线。线速度和跟随速度之间的关系可以是一个一对一的比率或其他功能。
除了匹配线路速度外,线路上的特定点(或位置)必须与从动件轴线同步。一个物体在线路上的位置是通过某种类型的传感器(感光眼、称重站等)来测量的,这些传感器触发高速输入以进行配准。在这个事件上,线的位置被捕获。知道注册位置和事件传感器与被控制轴之间的距离,控制器计算一个轨迹,以匹配以下轴的位置与线上的位置。简单地说,控制器必须用一条基于速度和事件传感器的独立直线来协调速度和它所控制的轴的位置。
行业需要
目前,大多数生产线跟随机使用步进电机。然而,对更高分辨率、更智能、下载数据的能力、更好的人机界面和更多故障信息的需求推动了对更复杂的控制和伺服电机的需求。此外,驱动步进器和伺服电机所需的软件和控制的明显差异,往往迫使机器制造商为机器的不同部分使用不同的组件。
这些包装机器必须运行的速度是至关重要的吞吐量和成本。例如,标签放置应用的典型精度是1/32英寸,典型的线速度是2000到3000英寸/分钟。这意味着需要高速IO和全功能的运动轨迹来控制包装过程。此外,一些较老的机器既有PLC又有运动驱动器。这增加了升级到新软件和硬件的复杂性和时间。
航空技术特点和优点

Aerotech为包装行业提供强大的软件和灵活的驱动器和电机。使用这些产品编写复杂程序的能力使它们很适合当今要求很高的应用程序。
驱动多电机技术
Aerotech驱动产品可以在不改变软件或硬件的情况下驱动步进电机和伺服电机。这意味着一个驱动硬件将控制在同一个平台上的步进和伺服电机,只需要改变参数。此外,使用相同的驱动器和软件的优势意味着从步进切换到伺服的成本降低。
高速IO
航空科技驱动器提供高速IO。这包括高速输入和输出。该驱动器还能够计算出基于多种不同输入的全特征协调运动轨迹,可用于驱动快速和复杂的过程。驱动器有两个高速输入,典型的延迟为50纳秒。高速输出,PSO信号,是一个位置依赖的可编程输出,单轴跟踪延迟为160纳秒。
辅助编码器
航空科技驱动器包含一个二级编码器输入。该二级编码器可用于高精度应用中的双环控制,以将主编码器回声到外部源,或在一条线跟踪应用中,它可用于将外部编码器信号带入驱动器以实现跟踪目的。这个输入可以接受一个频率为10mhz的A四分量B信号。
股价运动
Aerotech产品可以作为PLC和运动驱动组件,以消除复杂性,最小化编程和集成成本,并增加组件之间的功能。
数据处理
Aerotech驱动器提供了与RFID阅读器连接、将数据存储到网络并对实时信息作出反应的能力,通常通过实现以太网/IP™总线。
以太网/ IP™
Aerotech驱动器支持以太网/IP™通信总线。这使得运动控制器可以通过Alle新万博英超hn Bradley协议直接交谈,并由RSLogix程序控制。
完全整合
Aerotech . net库可以集成到视觉系统中,通过高级运动学功能来同步运动与视觉。
可定制的控制
航空科技是一家建立在垂直集成供应链上的公司,航空科技工程涵盖了广泛的学科。这允许对软件和硬件的每一部分进行定制,以满足应用程序的确切需求。示例包括OEM驱动包装的特定形式因素,定制软件和库,和定制电机设计。
编程概念
航空技术控制器包含多种任务。这些任务可用于确保多条产品可以在一条线上注册,并且运动可以单独发生。在下面的示例中,我们使用系综。任务1用于运动,任务3用于输入注册。我们使用IGLOBAL寄存器在任务之间传递信息。
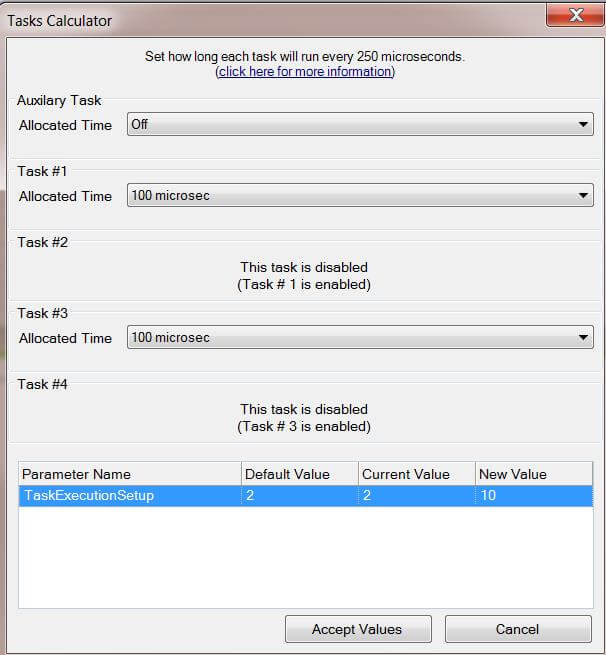
集成任务计算器用于分配任务的周期时间。有5个任务片,其中4个被task 1到4使用。第五个任务包含每毫秒运行一次的各种进程,包括辅助任务(Auxiliary task)。
要运行多个程序,我们需要设置任务。要为每个任务使用相同的时间片,请使用task 1和task 3,这将为每个任务提供100µs的时间片。为了给一个任务以更高的优先级,可以选择不同的任务。在这个演示中,我们为执行代码赋予了相同的任务优先级。
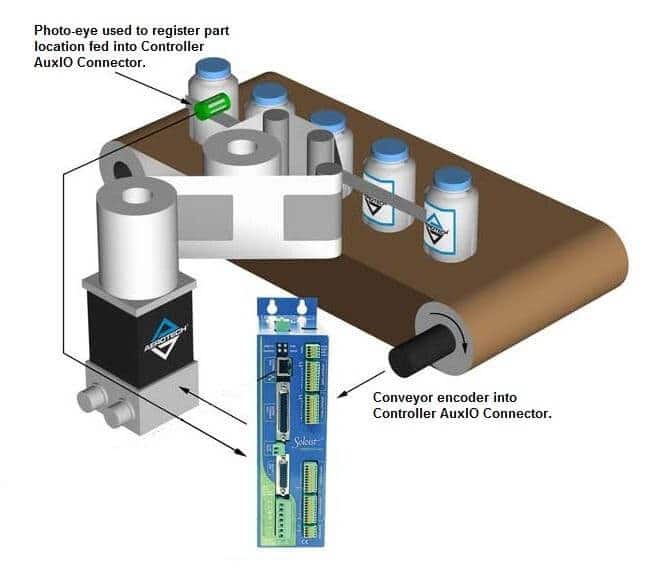
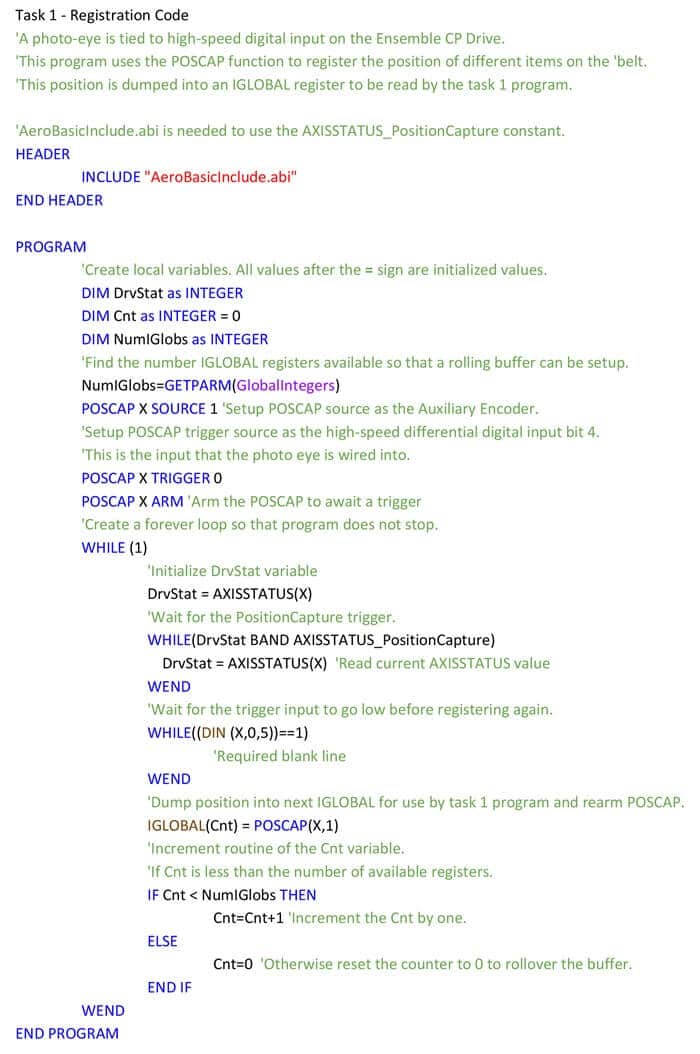
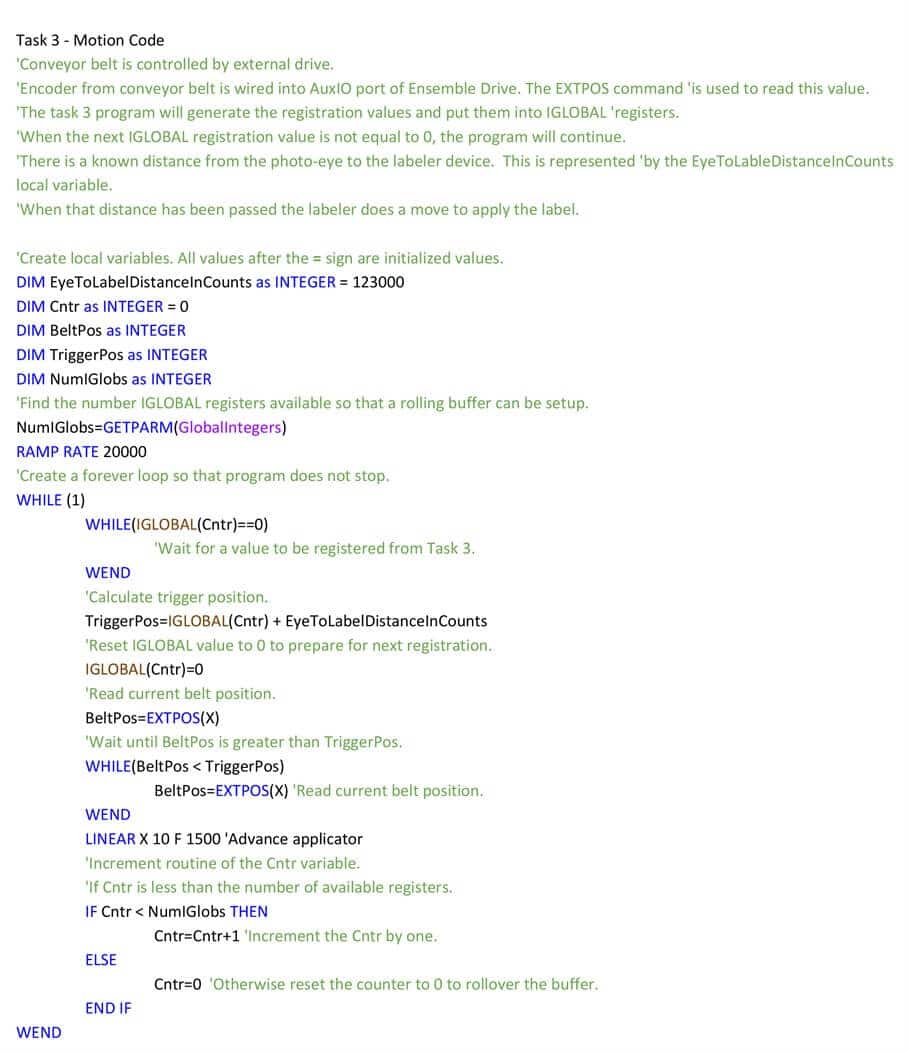
下面的编程代码将显示一个应用程序,该应用程序将执行在瓶子上放置标签所需的步骤。感光眼被连接到集成CP驱动器上的高速输入。这个输入由POSCAP函数在硬件级别上扫描。POSCAP函数用于定位皮带的位置。从输入的触发器开始,这个位置的捕获延时为400纳秒。
从照相眼到标签的距离是一个已知的固定距离。通过POSCAP功能记录的值,程序将知道确切的时间旋转电机将标签放到瓶子上。
结果
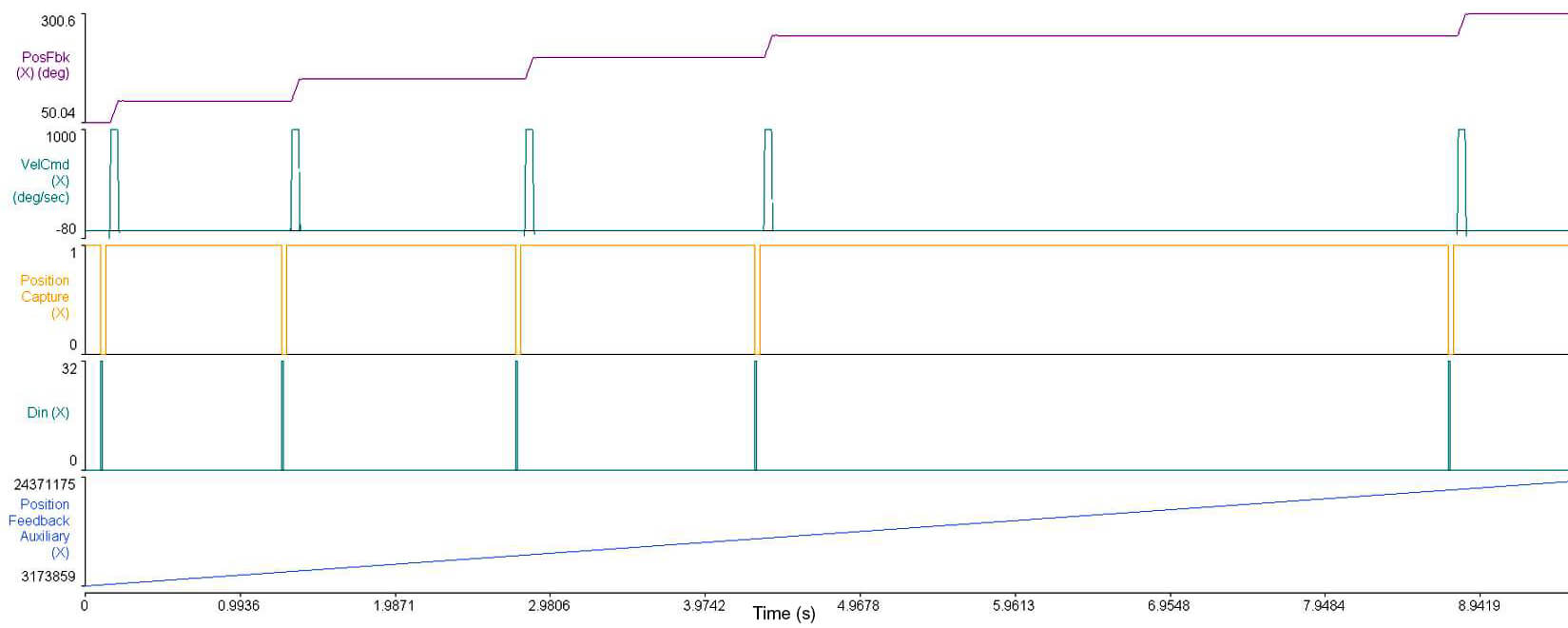
在上面的视图中有五个部分被触发。位置捕获位在触发时变为0。当武装它的值为1。可以看出,触发器之间的距离不同。在第一个触发器到达标签机制之前,我们可以有多个触发器。这很好,因为程序仍然能够记录所有的值并保持部件之间的正确距离,只要动作能够在下一个部件到达窗口之前完成执行。这个应用时间将是一个限制因素,有多快的皮带可以移动或有多近的单位在皮带上可以。
我们从上到下依次捕获位置反馈、速度命令、集合中状态字的位置捕获位、触发位置捕获位的数字输入和皮带上的编码器。
由于Aeronet的运动总线具有非常高的决定论,我们可以“拨号”我们的运动位置。我们的EyeToLabelDistanceInCounts变量在运动代码中可以有一个偏移量来解释轴运动中的延迟。这个延迟将是一个固定的值基于程序,通常是3-5毫秒左右取决于使用的移动命令风格。我们可以很容易地利用这个时间延迟来根据线路速度计算自己。这将使生产线完全自动化,因此终端用户可以调整速度,而不必重新校准标签的放置。
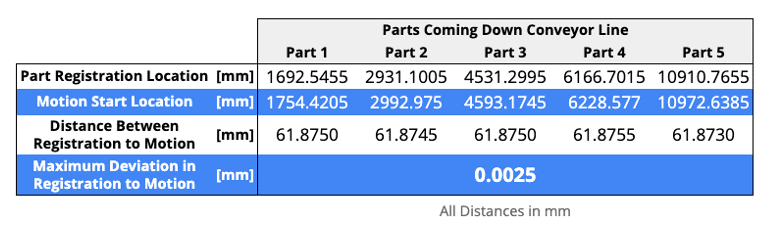
在这个例子中,每英寸有50800个计数流进入辅助编码器输入。传送带的移动速度为42英寸/秒,即2520 IPM。触发机制能够跟踪和启动运动在751编码器计数的最坏情况下。触发器之间的差异不大于目标位置的4个计数。
如果我们通过尝试和错误,我们可以将触发延迟降低到0。即使没有那个方法,结果也是非常精确的。该系统测试可以准确地将标签放置在所需位置的0.015英寸(约1/67英寸)内,重复性为0.0001英寸,线速度为2520 IPM。