3D计量系统,定制工程运动系统,龙门,集成自动化系统,科学和研究机构,半导体,工作台和执行器,测试和检验,白皮书
白皮书
激光干涉仪反馈的机器定位不确定度
威廉土地二世
业务发展经理
本讨论的目的是解释在工作点附近有激光干涉仪反馈的系统中,造成机器定位不确定性的主要因素。我们将使用一个例子来量化这些不确定性在一个真实的激光反馈驱动机器的实现。
激光干涉仪在许多高精度运动系统的生产中被用作机器校正和精度验证的测量参考。在受控的环境条件下,激光干涉仪测量可以提供较低的测量不确定度,相对于最常用的运动控制设备的可实现精度。新万博英超h因此,当加工过程要求最高的精度时,激光干涉仪测量在机器工作点附近经常被用作机器控制的反馈机制。在这些情况下,使用激光干涉测量法来描述机器的运动是不合理的,因为计量系统的测量不确定度等于或高于运动误差。这些机器运动的精度必须等同于反馈系统测量定义的工作点运动的不确定性。
本讨论的目的是解释在工作点附近有激光干涉仪反馈的系统中,造成机器定位不确定性的主要因素。我们将使用一个例子来量化这些不确定性在一个真实的激光反馈驱动机器的实现。这并不是要介绍测量不确定性,激光干涉仪反馈,误差/不确定性预算,或刚体误差运动。它是一个工作点位置测量不确定度水平的概述,可以在一个特定的机器设计中获得。
激光反馈系统的主要不确定性贡献者
在使用激光干涉反馈装置的运动系统中存在多个不确定性来源。大多数主要因素与环境有关,尽管热膨胀差、阿贝偏移、光学质量、反馈回路中的噪声以及系统的物理设置的影响也会产生重大影响。理解和最小化这些对特定测量的影响的能力对于在此类系统中实现超精密运动至关重要。
在使用干涉反馈时,主要关注的是激光的环境。光的波长,作为连接运动的基本度量,米,随它所经过的介质的折射率变化。在空气中,折射率随温度、压力、湿度甚至空气的局部成分的变化而发生显著变化。因此,在有源波长补偿中,精确的定位测量需要对这些环境参数的连续和准确的知识。此外,激光束上方气流的速率和类型会引起折射率的局部波动,从而产生测量噪声。
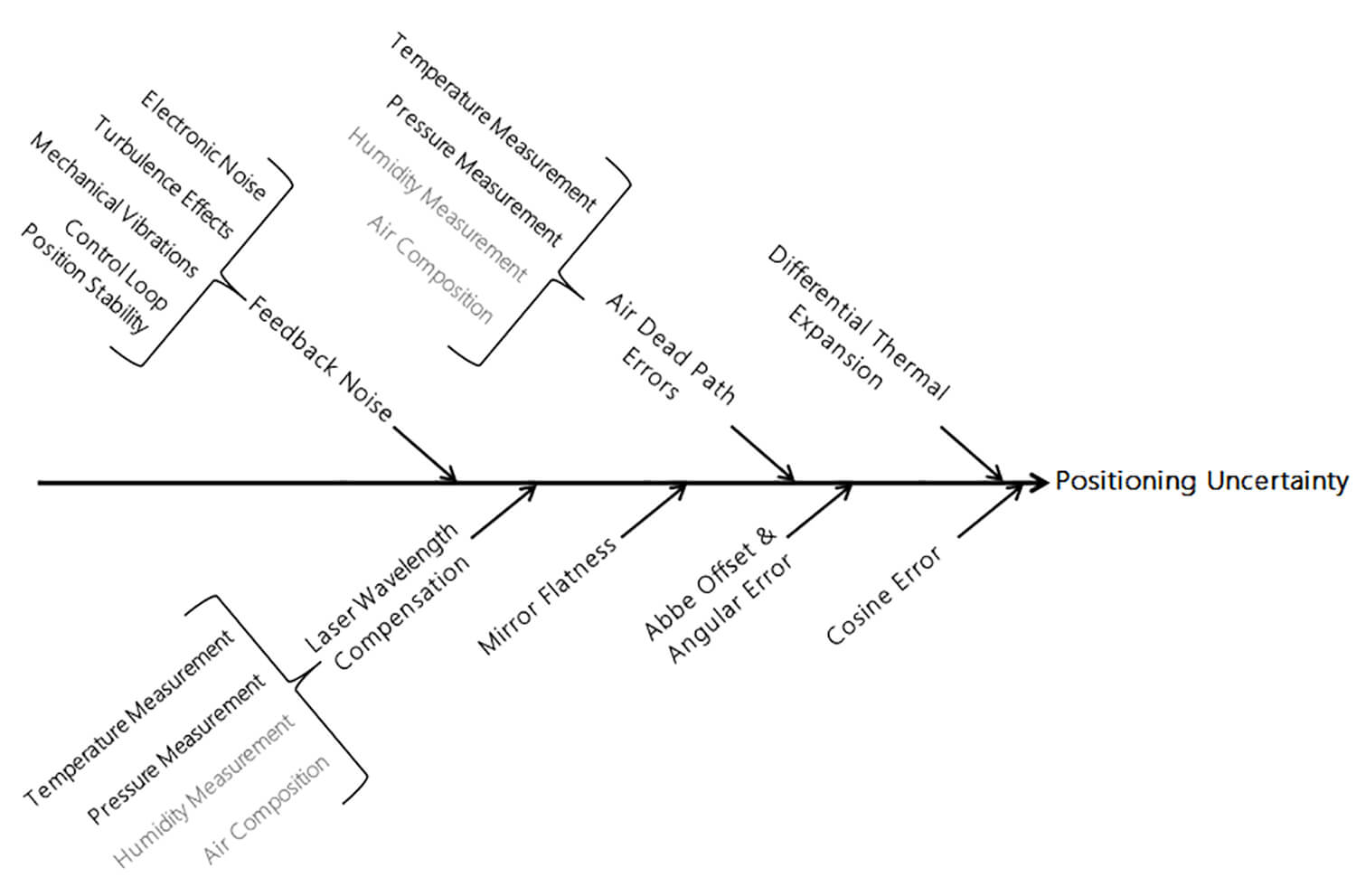
除了与环境相关的因素外,对机器运动不确定性的其他影响还包括几个因素。干涉测量系统中使用的平面镜光学的平整度和对准度决定了工作点运动的不确定度。同样,在干涉仪和定义的工作点之间存在的任何小阿贝偏移上的角误差运动的影响可能是一个主要的贡献者。在低不确定度预算的情况下,激光波长稳定性和校准精度可以是一个不可忽略的因素,当外差激光器使用时,频率流过也会引起显著的测量不确定度。最后,在几乎所有的精密机器中,任何数量的元件在无补偿距离上的热膨胀将在工作点的运动控制中引入显著的不确定性。图1显示了在工作点附近使用零差激光干涉仪反馈的机器中运动控制的主要不确定因素的示意图。新万博英超h
在一个示例机器中量化定位不确定性
图1中列出的不确定性因素的影响是每个机器的设计、行程、环境和定义的工作点的函数。量化只能在已知机器具体情况的情况下进行估计。每个机器设计都必须有自己的不确定性分析,即使与之前分析的机器相似。因此,我们以Aerotech总部作为测量工具的机器视觉检测站的运动作为测量不确定度估计的具体实例。图2显示了目前安装在Aerotech计量实验室的机器。
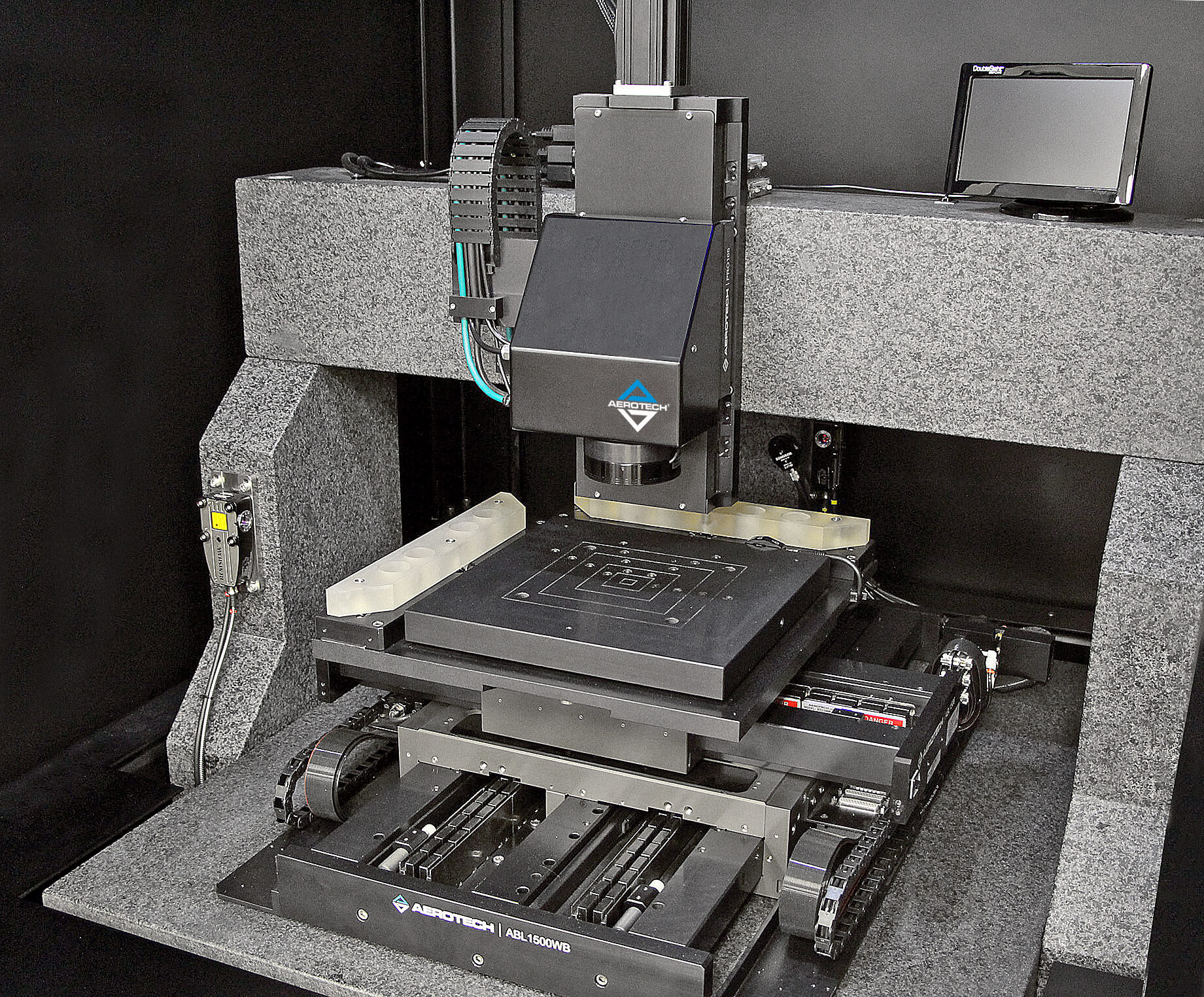
如图2所示的检测站设计了一个大的有效载荷板,它不仅携带一个真空吸盘来保持基片,还携带两个平面镜反射器,用于激光干涉仪在工作点的反馈。当评估激光测量工作点运动的不确定度时,这台机器共享图1中列出的所有主要贡献者。通过对这些来源的逐一工作,可以得到对这一特殊机器应用的测量不确定度的合理估计。在所有的工程任务中,在不确定性的量化中必须做出某些假设,它们的有效性取决于对给定应用程序尝试实现的不确定性或错误预算。这种应用特定深度的分析是为什么每个机器设计,更具体地说,机器任务应该有它自己的不确定性分析的另一个重要原因。
测度的定义
不确定度分析总是针对特定的测量。这是一个普遍被误解的观点,值得重申。机器或设备本身不能有不确定度——只有定义数量的特定测量才能有不确定度。因此,被测量量被测量量的明确定义将对不确定度量化产生很大影响。在这里讨论的示例中,被测对象被定义为通过两个独立的平面镜干涉仪对工作点位置进行二维平面测量。必须明确定义机器的工作点,以使该测量具有意义。
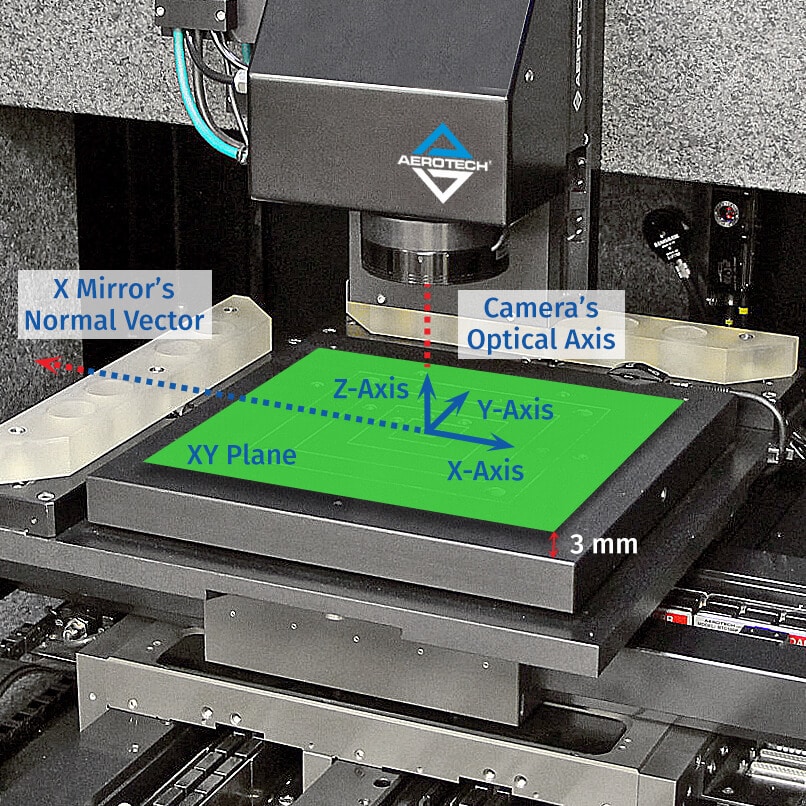
上图2所示的机器视觉检测站的工作点或原点,被定义为相机光轴与一个平行于真空吸盘安装面最小二乘平面拟合的平面的交点,该平面仅在真空吸盘上方偏移3毫米。这个“浮动”平面的垂直位置是由机器设计用来测量的零件的典型厚度决定的。真空卡盘表面加上3毫米偏移,因此,定义XY坐标平面名义上与被测标准件的上表面一致。运动的X轴定义为X镜表面最佳拟合平面的单位法向量,投影到由偏置真空吸盘表面定义的XY坐标平面上。最后,将运动y轴定义为真空吸盘安装平面的单位法向量与x轴单位向量的叉积,均以摄像机光轴的交点为原点进行锚定。图3显示了机器的工作点。
分辨率和反馈噪声
首先要量化的两个主要不确定因素是测量系统的分辨率和反馈噪声底。干涉仪的分辨率是直接确定的,因为它是由制造商的电子硬件决定的,并且应该在相关的操作手册中说明。该机采用雷尼绍rworld双通平面镜干涉仪。它们的数字测量分辨率为10纳米,这被认为是平方分布宽度。
反馈噪声下限将决定机器的最小有效分辨率,并为测量工作点平面运动的不确定度设定下限。如图1所示,这种情况下的反馈噪声主要由电子噪声、机械振动、控制回路稳定性以及最具影响的穿过开放式干涉仪光束的空气湍流所控制。在该机器中,通过使用高柔度被动空气隔离系统,将机械振动对干涉仪的影响降至最低。同样,CMM本身由一个环境外壳包围,以最小化穿过激光束的气流。该机器的整体实施产生约25纳米均方根的长期(>3小时)激光稳定性。
激光波长补偿与死路径误差
如前所述,与仪表基本度量的连接是系统中使用的光的波长。波长因其所通过的介质中折射率的偏差而改变,这些变化必须得到补偿。作为激光器局部环境的函数,对波长变化进行补偿的需要早已被记录1,并且是大多数商用干涉仪系统中的自动功能。在这种情况下,湿度和空气成分的变化很小,可以忽略不计。然而,波长补偿的精度/不确定度,以及干涉测量本身,取决于准确测量剩余环境参数(温度和压力)变化的能力。
当应用于距离测量时,如在这台机器中,干涉测量是相对于一些参考位置进行的。因此,波长补偿只主动应用于从参考位置相对移动时,探测器所计数的条纹或波的数目。在实际操作中,当在参考位置时,激光头不能与反射镜接触,因为在参考位置必须提供一些缓冲。在波长补偿中,总有一小部分激光束没有被计算在内。当局部环境发生变化时,光束的长度没有得到补偿,并导致系统零点位置发生微小位移。这就是所谓的死路径误差。由于省略波长补偿所造成的误差与长度有关,因此最小化每个激光头与反射镜在参考点位置之间的距离将最小化死路误差所引起的不确定性。
激光波长补偿和死路径对工作点测量不确定度的影响都与长度有关。因此,在这个量化例子中,将考虑它们对最大操作距离的影响。在这台机器中,用于校正环境相关波长变化的气象站的绝对温度精度为0.2°C,绝对压力精度为1mbar。在3小时的测试中,温度和压力的相对变化(影响死路径误差)分别小于0.1°C和0.5 mbar。为了简单起见,这些值对测量不确定度的影响可以通过ASME标准最新的激光刻度校正灵敏度系数2,3来量化。这避免了根据测量不确定度表达指南(GUM)4和修正的埃德伦方程5执行不确定度分析传播的需要。假设机器运行在标准温度、压力和湿度附近,在机器300毫米的行程中,气象站的温度和压力测量精度的不确定性贡献分别为29 nm和5 nm。同样,在给定的测试过程中,温度和压力的相对变化在每个轴96mm死路径上分别贡献了5nm和1nm的测量不确定度。这些贡献都被认为是平方分布宽度。雷尼肖技术论文TE3296对激光波长补偿和死路径误差有更深入的解释。
镜面平坦度,正交性和余弦错误
与激光波长变化的影响相比,镜子平坦度和机械对准对测量不确定性的影响更加直接。每个镜子的平坦度直接构成了直接误差形式的工作点的定位不确定度。另外,镜子表面法线对定义的XY坐标平面的对准将在X和Y轴尺度的定义中引起余弦误差。同样,但独立于镜子对齐,是从激光束对每个镜子的对准的感应余弦误差。最后,镜面彼此的正交性将赋予工作点的位置测量的方形误差。
本机中使用的镜子指定为在本规范的验证报告中具有95%置信区间的全区域具有63nm的峰 - 谷平整度。通过机械固定和加工公差,镜子法线到XY坐标平面的对准小于25μrad,并且激光束与镜子的对准也小于通过行驶所观察到的信号变化水平的25μrad。最后,彼此的两个镜子的正交性是通过方形参考伪影和反转技术校正的软件。逆转中的不确定性对应于镜子之间的少于.05μrd的正方形误差。因此,镜子平坦度规范有助于16nm的测量不确定性。镜子和激光对准的余弦误差会在机器的全程中贡献0.1nm。两个镜子的正交性也将在机器范围内贡献15nm的三角形不确定性分布。
阿贝偏移和角度误差
角误差运动对工作点位置测量不确定度的影响通常是最重要的。这是由于测量点和定义的相关工作点之间包含阿贝偏移的频率。在工作点处或附近使用干涉反馈的主要原因之一是消除阿贝偏移,从而消除角误差运动对工作点测量的影响。在这个特定的例子中,在激光束的定位、反馈机制和定义的工作点之间名义上存在零阿贝偏移。因此,轴承轨道的角误差运动产生的测量不确定度可以忽略不计。然而,作为阿贝偏移最小化重要性的证明,仅10 mm的阿贝偏移就可导致25µrad角误差运动的测量不确定度为250 nm。
机器部件的差动热膨胀
最后,各种机器部件的差动热膨胀可以对测量不确定性产生剧烈影响。例如,由于该机器中的工作点的定义,每个激光头和剩下的工作点之间存在大的花岗岩,以便通过变化温度自由扩展和收缩。如果花岗岩机底座的温度会在测试期间改变,则保持相机的花岗岩桥将扩展或收缩,使光轴相对于激光头移动。然而,干涉仪系统的反馈控制将保持每个镜子和每个激光头之间的相同距离。这将导致工作点转移而不看到位置读取的变化,因此在测量过程中会导致测量不确定性。然而,在该特定机器设计中,镜面和工作点之间的铝的长度较小,以有效载荷板的形式,留下来扩展和与温度变化的合同。通过设计,花岗岩和铝的长度相对于在膨胀和收缩时相对于在网格板上测量的位置有助于工作点运动的相反方向。因此,只要铝和花岗岩的相应长度的比率等同于它们各自的热膨胀系数的比率,每个机器组分的生长就会有助于测量被测部分的测量量的测量不确定度。
值得注意的是,在这个分析中忽略了热梯度。假设整体温度同时变化是错误的,因为花岗岩的热质量比铝有效载荷板的热质量大得多。因此,机器部件不会一致地膨胀和收缩,消除了它们对诱导的工作点运动的抵消。然而,在这台机器的受控环境中,这些动态热膨胀效应的不确定性可以忽略不计。
摘要和扩展标准不确定性
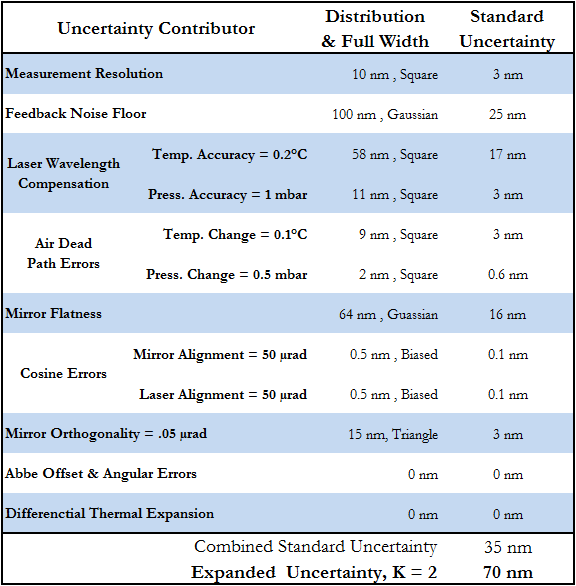
当结合不相关输入的不确定性贡献时,可以对其分布的估计不确定性进行积分求和。这是GUM4中描述的不确定性传播的简化应用程序,对于本示例是有效的。表1总结了本分析中考虑的主要贡献者,他们的不确定性贡献,以及系统定位测量中包含的组合和扩展不确定性。如表1所示的不确定性总结可以让我们深入了解应该在哪些方面进行努力以进一步改进度量。
值得注意的是,在这个不确定性分析中有许多假设。同样,也有大量的基本原则和背景知识用于指导这种分析。如前所述,每个机器设计都应该伴随着它自己的不确定性预算和分析。在图1中概述的主要因素对于其他情况可能并不总是足够详尽,对于期望的测量不确定性的较低水平,在整个过程中所做的简化假设也并不总是适当的。为了更好地理解测量不确定度及其估计,《测量不确定度表示指南》(GUM)及其补充资料4是一个很好的参考资料,可在国际度量衡局网站(7)免费获得。
参考文献
- 空气的折射性。Metrologia, 1966年。
- ASME B5.57。计算机数值控制车床和转向中心的性能评估方法。美国机械工程师协会,纽约,1998年。
- ASME B89.1.8。位移测量激光干涉仪的性能评价。美国机械工程师协会,纽约,1998年。
- 国际计量局、électrotechnique国际委员会和国际标准化组织。测量不确定度表示指南。国际标准化组织,1995。
- 伯奇,K。下午和下午。J唐斯。”修正空气折射率的最新Edlén方程〉《计量学》31.4(1994):315。
- 线性激光干涉仪读数的环境补偿。Renishaw技术白皮书。
- 国际测量局<http://www.bipm.org/en/publications/guides/>