应用笔记,光学和光子学
应用笔记
部分速度位置同步输出
部分速度位置同步输出(PSO)是Aerotech PSO高级控制器功能的新型跟踪模式。部分速度PSO根据命令矢量速度命令高速,低延迟输出脉冲。
扩展PSO能力
Aerotech的PSO控制器功能长期以来一直被工业和研究用户使用,同时使用它们的过程工具 - 激光器,传感器,相机或其他设备 - 以非常高的重复率和极低的延迟。过程和运动控制的无缝集成是制造Aerotech的因素之一新万博英超h控制器非常可取。
PSO通常需要直接访问多达三个编码器反馈轴,以便计算行动的向量距离。需要访问实际位置具有其优势,但也是一些应用程序采用PSO的限制因素。由于用于计算PSO发射事件的间距的方程式的总和,所需的传统X / Y / Z笛卡尔系统使用PSO。
Part-Speed PSO使用户即使在编码器反馈是非线性或不可访问的时,也可以访问PSO功能。与AerotechA3200控制器和零件PSO,控制PSO输出的控制可以基于处理工具相对于正在处理的零件的速度命令。此功能使PSO能够在几种新情况下使用,例如:
1.部分空间(编程)坐标空间与机器空间(运动轴)坐标空间不相同。这可能发生原因如:
- X / Y / Z位置指令由运动转换(4轴系统,5轴系统,3轴镀锌扫描仪那六角洲, 等等。)。
- 刀具垂直通过旋转轴实现。
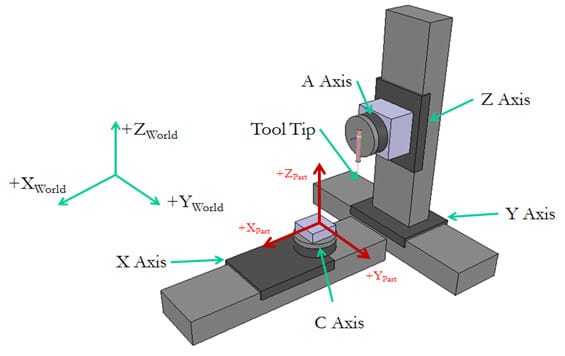
- 通过使用非线性轴来实现线性移动。(图1描绘了可以通过平移Y轴并且还通过旋转轴来实现y方向上的运动的系统。
2.不可访问PSO硬件电路所需的编码器反馈类型。这可能发生,因为:
- 正在使用不兼容的PSO反馈设备(绝对编码器)。
- 所需的布线复杂性降低。
编程零件 - 速度PSO
以下编程示例使用这些轴配置:
- x和y是工作空间内的虚拟轴。
- X是真实轴(换句话说,连接到A3200控制器网络的实际驱动器)。
另请注意,x可能不是唯一正在命令的真实轴。但是,它是包含物理PSO输出和硬件的轴。
通过扩展使用预先存在的A3200命令来配置Part-Speed PSO:
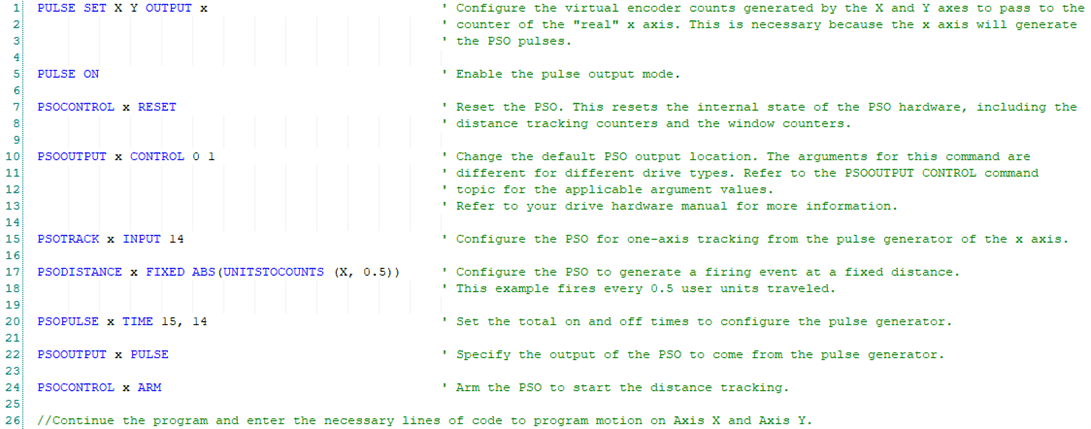
- 脉冲集输出命令现在可以被配置为生成可以配置为PSO的输入的内部信号。
- 现在可以将PSOTRACK输入命令和PSOWINDOW输入命令配置为使用脉冲输出。
脉冲SET输出命令用于确定将用于生成跟踪速度命令的轴,该命令使用指定的每个轴的组件的平方和的平方和的平方根来计算。在示例程序中,跟踪虚拟轴x和y。脉冲集输出命令还用于确定哪个实际驱动器将接收速度命令。在此示例中,它是“真实”X轴。
因此,“真实”X轴是接收所有PSO命令的轴,包括PSOTRACK输入命令。
示例程序设置零件速度PSO
另一个最近的AeroTech白皮书,与AxisStatusfast的定制关系和协调运动,讨论了A3200控制器如何快速实现高级运动关系。虽然没有在这份特定的白皮书中彻底讨论,但是将运动程序配对(通常在单独的控制器编程“任务上运行”),零件速度PSO展示了该新控制器功能的最先进的实现。当您编程到虚拟轴并使用虚拟轴的命令向量速度作为Psotrack输入命令的输入时,单独的运动程序命令真实轴以有效地移动您的工作点,因为您已命令虚拟轴。
技术考虑因素
在实施零件速度PSO时,应考虑以下内容。
首先,脉冲命令脉冲发生器输出限制为24 MHz输出速率。虚拟轴的CountPerUnit参数和编程速度(进给速率)将确定脉冲命令脉冲发生器输出速率。可以从等式中确定称为“进料”的最大允许程序化速度:
进料= encodercountfreq / countsperunit
encodercountfreq = 24 MHz的地方。
其次,应选择CountSperUnit参数,使得工作空间中的虚拟轴的分辨率小于程序配置中指定的PSodisce(示例代码中的参考线13)。
第三,Aerotech驱动器上的PSO输出具有PSO输出脉冲的输出频率限制。使用引用的频率限制,可以从等式确定脉冲之间的最小间隔:
minspacing =进料/ LaserOutputFreq
LaserOutputFreq是从引用的帮助主题确定的值。